O spôsoboch kontroly kalibrami valcových rúrových závitov
V posledných rokoch sa medzi sekcionálnymi vykurovacími zariadeniami právom tešia čoraz väčšej obľube bimetalové radiátory s oceľovými kolektormi a vonkajším hliníkovým plášťom.V súlade s európskymi technológiami sa vnútorné závity vykurovacích zariadení od väčšiny výrobcov vyrábajú metódou valcovania. Valcované závity poskytujú odolné a bezpečné závitové spojenie, o čom svedčí dlhoročné úspešné používanie bimetalových radiátorov.
V súlade s GOST 31311-2005 „Vykurovacie zariadenia. Všeobecné technické podmienky“ (bod 8.2.) sa závitové spoje vykurovacích zariadení skúšajú závitovými kalibrami. Zároveň jednotliví výrobcovia radiátorov so závitovou technológiou, ako aj neziskové odvetvové združenia opakovane navrhovali/apelovali na rôzne orgány štátnej správy, rezorty a útvary s požiadavkou dodatočnej kontroly vnútorných závitov pomocou hladkých meradiel.
Tento článok skúma opodstatnenosť týchto návrhov a vhodnosť zavedenia takejto dodatočnej požiadavky na príklade závitu G1, ktorý sa používa na väčšine vykurovacích zariadení.
Najprv sa pozrime na základné požiadavky na výrobu potrubných závitov.
- Parametre valcových rúrových závitov určuje GOST 6357-81 „Základné normy zameniteľnosti. Valcový rúrkový závit“, podľa ktorého:
Menovitý profil závitu a rozmery jeho prvkov musia zodpovedať tým, ktoré sú uvedené na obrázku 1:
Nákres 1
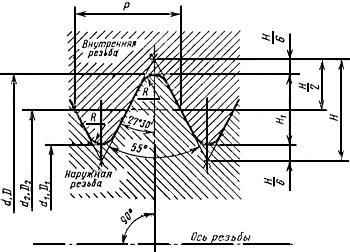
Rozmery vyššie uvedených indikátorov v milimetroch pre závit G1 sú uvedené v tabuľke 1:
stôl 1
| Krok P | N | H1 | R | |||
| 2,309 | 33,249 | 31,770 | 30,291 | 2,217774 | 1,478515 | 0,317093 |
Zároveň je podľa toho istého GOST 6357-81 povolené vyrábať vlákna s odchýlkami od špecifikovaných hodnôt (tolerancií), podľa ktorých bude vlákno spĺňať aj GOST 6357-81.
Schémy tolerančných polí pre vonkajšie a vnútorné závity sú znázornené na obrázku 2.
Odchýlky sa počítajú od nominálneho (ideálneho) profilu závitu v smere kolmom na os závitu.
Nákres 2
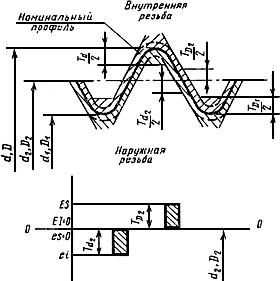

— tolerancie priemeru d, d2, D1, D2
Číselné hodnoty tolerancií pre priemery vonkajších a vnútorných závitov musia zodpovedať hodnotám uvedeným v tabuľke 3:
Tabuľka 3
| Označenie veľkosti závitu | Rozstup P, mm | Vonkajší závit | Vnútorný závit | ||||
| Priemery závitov | |||||||
| vonkajší priemer vonkajšieho závitu | stredný priemer vonkajšieho závitu | priemerný vnútorný priemer závitu | vnútorný priemer vnútorného závitu | ||||
| Tolerancie, mikróny | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Trieda A | trieda B | Trieda A | trieda B | ||||
| G1 | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
Všimnite si, že podľa tabuľky 1 sa hodnota H1 (pracovná výška profilu závitu) rovná 1,478515 mm a v súlade s tabuľkou 3 sú tolerancie vnútorného priemeru vnútorného závitu D1 a vonkajšieho priemeru vonkajší závit d je 640 μm a 360 μm. Na výkrese 3 sú znázornené profily vnútorného a vonkajšieho závitu G1 vyrobené s maximálnou povolenou odchýlkou od menovitého profilu podľa tabuľky 3. Okrem toho tieto profily závitov plne zodpovedajú požiadavkám GOST 6357-81.
Nákres 3
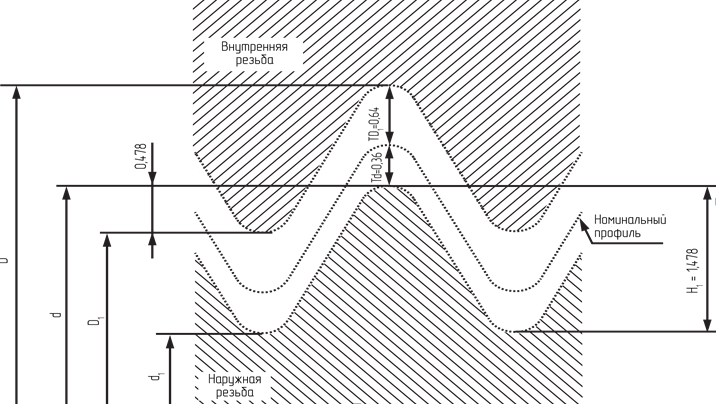
Nákres jasne ukazuje, že v tomto prípade je v závitovom spojení zapojených iba 32,4 % výšky profilu závitu.
V tomto smere je prekvapivý najmä postoj niektorých výrobcov vykurovacích zariadení, ako aj špecializovaných priemyselných združení, ktoré považujú za neprijateľné uznať závit za prípustný, ak profil závitu tvorí len 38 % nominálnej hodnoty. Zdá sa, že títo výrobcovia a združenia jednoducho nerozumejú základným základom GOST 6357-81, pokiaľ ide o to, ktoré vlákno (s akými rozmermi) sa považuje za vyrobené v súlade s týmto GOST.
Podľa nášho názoru je potreba takýchto výrazných tolerancií spojená s požiadavkou odseku 5.1.6 „SP 73.13330.2016 Vnútorné sanitárne systémy budov“, podľa ktorého „Pri montáži jednotiek musia byť závitové spojenia utesnené.
Ako tmel pre závitové spoje pri teplotách dopravovaného média do 378 K (105°C) sa odporúča použiť pásku FUM alebo ľanové povrazy podľa GOST R 53484 impregnované červeným alebo bielym olovom., zmiešané s prírodným sušiacim olejom, alebo špeciálnymi tesniacimi pastami-tmelmi.“
Teraz prejdime k hlavnému problému tohto článku: ako vhodné je zahrnúť do regulačnej dokumentácie týkajúcej sa kontroly závitov vykurovacích zariadení požiadavku na povinnú kontrolu vnútorných závitov s hladkými kalibrami.
Poďme analyzovať návrh monitorovania vnútorných závitov vykurovacích zariadení pomocou plynulého prechodového meradla:
Zoberme si ideálnu možnosť, keď je vnútorný závit vyrobený v prísnom súlade s GOST 6357-81, t.j. ideálne podľa nominálneho profilu bez akýchkoľvek tolerancií. V tomto prípade bude podľa tabuľky 2 vnútorný priemer závitu 30,291 mm.
Skúsme skontrolovať toto vlákno pomocou meradla hladkého prechodu.
V súlade s článkom 6.2. GOST 2533-88 „Meradlá pre potrubné závity. Tolerancie“ veľkosti priemerov hladkých kalibrov na skúšanie vonkajších a vnútorných závitov by sa mali určiť podľa vzorcov uvedených v tabuľke 4.
Tabuľka 4
| Označenie (číslo typu) kalibru | Názov a účel typu kalibru | Priemer kalibru | |
| Denominácia | Maximálna odchýlka | ||
| Vnútorné závitové meradlá | |||
| PR (23) | Hladký prechodový konektor zástrčky |  |  |
| NIE (24) | Hladký no-go plug meradlo |  |  |
Hodnoty ukazovateľov H1 a Z1 sú uvedené v tabuľke 5.
Tabuľka 5
| Hodnota TD1 podľa GOST 6357 | H1, um | Z1 |
| od 375 um do 710 um | 26 | 52 |
Z analýzy údajov v tabuľkách vyššie vyplýva, že priemer mierky hladkého prechodu sa bude rovnať:
- nominálna hodnota: D1+ 52 µm = 30,343 mm
- hodnota s maximálnou hornou odchýlkou: D1+ 52 µm + 13 µm = 30,356 mm
- hodnota s maximálnou dolnou odchýlkou: D1+ 52 µm - 13 µm = 30,330 mm
Upozorňujeme, že podľa článku 2.3. Dodatok 2 „Pravidlá používania meradiel“ k GOST 24939-81 „Meradlá pre valcové závity“, „meradlo s hladkým prechodom musí voľne vstúpiť do riadeného závitu pod vplyvom vlastnej hmotnosti alebo určitej sily“.
V tomto ohľade dostávame paradoxný obraz, v ktorom by hladké priechodné meradlo bez opotrebovania, ktorého minimálny možný priemer je 30,330 mm, malo voľne zapadnúť do závitu ideálne vyrobeného podľa GOST 6357-81 s priemerom čo je 30,291 mm (nominálna), čo je v podstate nemožné.
Takže pri kontrole závitu dokonale vyrobeného v súlade s GOST 6357-81 s hladkým priechodným meradlom bude tento závit uznaný za nezodpovedajúci GOST 6357-81, čo je samo osebe absurdné.
To čiastočne vysvetľuje prípady, keď sú závitové spojenia vyrobené v súlade s GOST 6357-81 triedy A, ktoré vyžadujú presnejšie závitovanie z hľadiska prípustných odchýlok (tolerancií), odmietnuté pri testovaní s plynulým meradlom.
Berúc do úvahy vyššie uvedené, môžeme konštatovať, že zavedenie dodatočnej požiadavky na kontrolu vnútorných závitov vykurovacích zariadení s hladkými priechodnými meracími prístrojmi nielenže nezabezpečí kontrolu nad vykonávaním závitov v súlade s GOST 6357-81, ale , naopak, povedie k absurdnej situácii, keď sa vykurovacie zariadenia vyrobené v úplnom súlade s požiadavkami GOST budú považovať za chybné.
Ďalej analyzujme návrh monitorovania vnútorných závitov vykurovacích zariadení pomocou plynulého neprechodového meradla:
Zoberme si možnosť, keď je vnútorný závit vyrobený v úplnom súlade s GOST 6357-81, ale s maximálnou toleranciou poskytovanou GOST - 640 mikrónov (pozri ukazovateľ TD1 Tabuľka 3). V tomto prípade bude vnútorný priemer závitu 30,931 mm.
Skúsme skontrolovať toto vlákno pomocou hladkého no-go meradla.
Z analýzy údajov uvedených v tabuľke 4 a tabuľke 5 vyplýva, že priemer hladkého no-go meradla sa bude rovnať:
- nominálna hodnota: D1+ 640 µm = 30,931 mm
- hodnota v maximálnej hornej odchýlke: D1+ 640 µm + 13 µm = 30,944 mm
- hodnota v maximálnej dolnej odchýlke: D1+ 640 µm - 13 µm = 30,918 mm
Upozorňujeme, že podľa článku 2.4. Dodatok 2 „Pravidlá používania meradiel“ k GOST 24939-81 „Meradlá pre valcové závity“, „hladký no-go meradlo by nemalo vstúpiť do riadeného závitu pod vplyvom svojej vlastnej hmotnosti alebo určitej sily“.
V tomto ohľade opäť dostávame paradoxný obraz, v ktorom hladké meradlo bez opotrebovania, ktorého minimálny možný priemer je 30,918 mm, NESMIE voľne zapadnúť do závitu vyrobeného podľa GOST 6357-81 s maximálnymi toleranciami. , ktorého priemer je 30,931 mm, čo je v podstate nemožné.
Takže pri kontrole závitu vyrobeného v súlade s GOST 6357-81 s hladkým NEPRÍPADNÝM meradlom bude tento závit uznaný ako nevyhovujúci GOST 6357-81, čo je samo osebe absurdné.
Berúc do úvahy vyššie uvedené, môžeme konštatovať, že zavedenie dodatočnej požiadavky na kontrolu vnútorných závitov vykurovacích zariadení s hladkými nepriechodnými meradlami nezabezpečí kontrolu nad vykonávaním závitov v súlade s GOST 6357-81.
Vyššie uvedená analýza teda jasne naznačuje, že použitie hladkých kalibrov nielenže nie je schopné jednoznačne stanoviť súlad alebo nesúlad závitu s požiadavkami GOST 6357-81, ale môže viesť aj k rozpoznaniu závitu, ktorý plne vyhovuje tejto GOST ako chybná.
Zvlášť zaujímavé sú samotné pravidlá používania hladkých meradiel. Sú stanovené v GOST 24939-81 „Meradlá pre valcové závity“ (Príloha 2 „Pravidlá používania meradiel“).
Pre hladký priechodný závitový kalibr je teda požiadavka, aby mierka voľne vstupovala do riadeného závitu vplyvom vlastnej hmotnosti alebo určitej sily, a pre hladký priechodný závitový kalibr je požiadavka, aby toto meradlo sa nesmie dostať do kontrolovaného závitu vplyvom vlastnej hmotnosti alebo určitej pevnosti.
Zároveň ani Pravidlá používania kalibrov, ani GOST 24939-81, ani žiadne iné regulačné dokumenty nestanovujú, kto a ako by mal určiť veľkosť tejto sily a akým smerom by mala pôsobiť na kalibru.
Z toho môžeme vyvodiť jednoznačný záver, podľa ktorého neexistuje jednotná metodika používania kalibrov stanovená príslušnými predpismi.
Okrem toho je podľa nášho názoru pri diskusii o požiadavkách na skúšanie závitov vykurovacích zariadení vhodné zvážiť podobné podmienky noriem pre prvky vykurovacieho systému priamo pripojené k vykurovacím zariadeniam.
Takže v časti „2. Regulačné odkazy" GOST 30815-2002 "Automatické termostaty pre vykurovacie zariadenia systémov ohrevu vody v budovách" GOST 6357-81 sa spomína, avšak ďalej sa v texte nepoužíva. Možno z tohto dôvodu v novom vydaní GOST 30815-2019 GOST 6357-81 úplne chýba v zozname regulačných odkazov.
Okrem toho sa v GOST 21345-2005 „Kužeľové a valcové guľové ventily“ neuvádza ani GOST 6357.
V normách GOST 30815-2019 a GOST 21345-2005 pre prvky vykurovacích systémov priamo napojených na vykurovacie zariadenia teda neexistujú žiadne požiadavky na testovanie závitov na zhodu s GOST 6357-81.
V tejto súvislosti nie je jasné, aký presný cieľ sledujú autori návrhov regulovať závity vykurovacích zariadení pomocou prídavných hladkých meradiel bez toho, aby sa na závitoch prvkov vykurovacích sústav priamo spojených s vykurovacími zariadeniami vôbec zriadila kontrola.
Podľa nášho názoru je absolútne zbytočné viesť akúkoľvek diskusiu o použití hladkých meradiel na monitorovanie vnútorných závitov vykurovacích zariadení v prítomnosti:
- nezrovnalosti medzi menovitým priemerom vnútorného závitu a menovitým priemerom hladkého vývrtu uvedeným v tomto článku,
- chýbajúca jednotná schválená metodika používania kalibrov,
- absencia akýchkoľvek požiadaviek na závity a spôsoby ich riadenia vo vzťahu k prvkom vykurovacích systémov priamo pripojených k vykurovacím zariadeniam.
Okrem toho, aby sme zistili závislosť toho, ako výsledky testovania s hladkými meracími prístrojmi ovplyvňujú pevnosť závitových spojov vykurovacích zariadení, vykonali sme sériu testov. Na testovanie bolo vybraných osem vzoriek troch typov sekcií radiátorov:
- hliník (AL),
- bimetalické s oceľovými vertikálnymi a horizontálnymi teplovodivými kanálmi (BM),
- hliníkové radiátory s oceľovými vertikálnymi teplovodnými kanálmi (ASVK).
Všetky vzorky boli testované pomocou závitových meradiel (chod a nechod) a dodatočne boli testované hladkými meradlami. Výsledky testovania s hladkými meradlami sú uvedené v tabuľke 6.
Vzorky 7 a 8 boli vybrané tak, aby neprechádzajúci hladký meradlo voľne zapadol bez námahy s miernou vôľou do závitového otvoru článkov chladiča. Vzorky boli zaskrutkované skrutkovými zátkami odporúčanými výrobcom radiátora. Statické ťahové skúšky sa vykonávali až do zlyhania vzoriek v certifikovanom laboratóriu.
Tabuľka 6
Výsledky statickej skúšky ťahom
| Číslo vzorky | Typ radiátora | Kontrola pomocou meradla s hladkým prechodom | Kontrola pomocou hladkého no-go meradla | Medzné zaťaženie, N | Hranica proporcionality. Bar |
| 1 | BM | negatívne | pozitívne | 48 791 | 604,10 |
| 2 | ASVK | pozitívne | pozitívne | 41 884 | 525,71 |
| 3 | ASVK | pozitívne | pozitívne | 35 309 | 444,65 |
| 4 | BM | pozitívne | pozitívne | 108 272 | 1249,13 |
| 5 | AL | pozitívne | pozitívne | 39 924 | 502,09 |
| 6 | BM | negatívne | pozitívne | 102 473 | 1061,17 |
| 7 | BM | pozitívne | negatívne | 46 272 | 563,17 |
| 8 | BM | pozitívne | negatívne | 52 987 | 619,63 |
Výsledky testu sú potvrdené oficiálnymi protokolmi skúšobného laboratória, videozáznamom a fotografovaním.
Na príklade vzorky č.4 je jasne viditeľné, že pri skúšaní bimetalového radiátora dochádza k deformácii závitového spojenia.

Pri testovaní hliníkového radiátora a radiátora s oceľovým teplovodivým kanálom došlo k deštrukcii v telese radiátorovej časti.

Z uvedených údajov vyplýva, že závit vykurovacieho radiátora, ktorý nebol odskúšaný s hladkým prechodovým (vzorka 1, 6) alebo neprechodovým (vzorka 7, 8) kalibrom, ale plne vyhovuje požiadavkám č. GOST - 6357 pri testovaní so závitovými kalibrami tvorí také závitové spojenie, ktorého hranica proporcionálnej deformácie mnohonásobne prekračuje hodnoty tlaku, ktoré môžu vydržať iné prvky vykurovacích systémov.
Je tiež indikatívne, že radiátory, ktorých závity neboli testované žiadnym hladkým kalibrom, z hľadiska spoľahlivosti a bezpečnosti z hľadiska zničenia závitového spojenia, vykazovali podobné a v niektorých prípadoch lepšie výsledky v porovnaní s radiátormi, ktorých závity boli testované ako hladké kalibre.
To opäť dokazuje, že kontrola závitov pomocou hladkých meradiel žiadnym spôsobom neovplyvňuje pevnosť závitového spojenia vykurovacieho telesa a v dôsledku toho bezpečnosť a spoľahlivosť tohto zariadenia.
Navyše pri vzorkách č. 7 a č. 8 sa ukázalo, že zaťaženie pri porušení závitového spojenia je vyššie ako zaťaženie pri porušení telesa hliníkovej časti radiátora a radiátora s vertikálnym oceľovým kanálom. Zvlášť významné je, že hliníkové radiátory s oceľovým vertikálnym kanálom vykazovali horšie výsledky ako bežný hliníkový radiátor.
Na základe všetkého uvedeného v tomto článku môžeme vysloviť jednoznačný záver, že v súčasnosti poskytované metódy monitorovania vnútorných závitov vykurovacích zariadení iba pomocou závitových meradiel (bod 8.2. GOST 31311-2005) sú viac ako dostatočné na výrobu vykurovacie zariadenia, ktoré sú spoľahlivé a bezpečné pre spotrebiteľov.zariadenia.



