Čo je zváranie argónom: ako ho správne používať, pokyny krok za krokom
Argonové zváranie je jedným z typov elektrického oblúkového spôsobu spájania kovov.Oblúk sa zapáli v guli neaktívneho plynu pomocou volfrámovej elektródy. Zároveň sa okraje zváraných dielov roztavia a spoľahlivo sa spoja do jedného celku.
Obsah článku:
Zváranie argónom - vlastnosti a popis
Charakteristickým znakom zvárania argónom možno považovať úspešnú kombináciu princípov elektrického a plynového zvárania. Táto zváracia technika poskytuje vynikajúcu kvalitu zvarov. Sú starostlivo brúsené a na konci celého pracovného cyklu sú spoje absolútne neviditeľné.

Hlavným faktorom v procese je elektrický oblúk. Tu dochádza k premene elektrickej energie na tepelnú energiu. Vysoký tepelný prah roztaví kov v bode zvárania. Ak pohybujete oblúkom hladko, získate fúziu materiálu a spoľahlivé spojenie obrobkov. Pohybom elektródy sa upravujú parametre zvarového kúpeľa, upravuje sa rýchlosť zvárania, miera prieniku, kvalita a šírka zvaru.
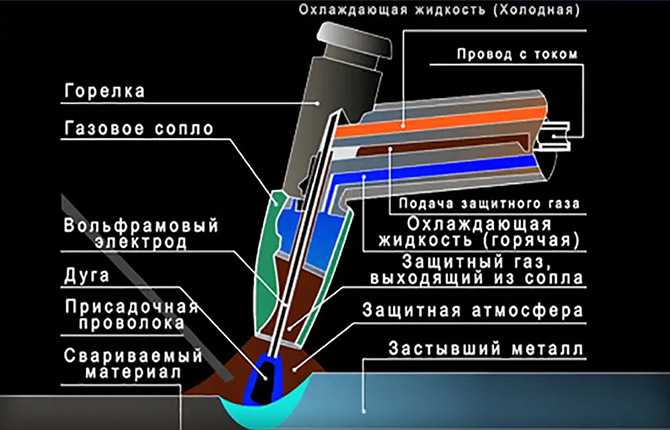
Na vyplnenie medzier a navarenie vysokej kovovej guľôčky na šev sa používa výplňový drôt. Zloženie musí byť identické so zváraným materiálom. Prídavný drôt sa privádza do bodu topenia ručne.
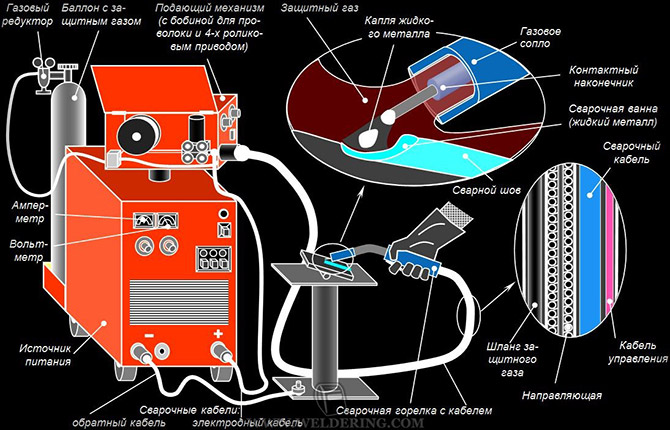
Zdrojom napájacieho prúdu je jednotka invertorového typu s ovládacími prvkami, systémom prívodu neutrálneho plynu a konektormi na pripojenie horáka. Prúd sa môže meniť, byť konštantný alebo striedavý.
Keď je v prevádzke argónová zváracia jednotka, inertný argónový plyn sa dodáva cez dýzu nástroja do zóny oblúka. Zo zvarového kúpeľa „vytláča“ atmosférický vzduch vrátane kyslíka a dusíka. Kovové švy sú tak pri zváraní spoľahlivo chránené. Základňa oblúka, nespotrebovateľná volfrámová elektróda, je tiež chránená. Ak sa zváranie vykonáva bez inertného plynu, volfrám je vystavený agresívnemu vplyvu kyslíka a je zničený.
Atmosférický vzduch negatívne ovplyvňuje kvalitu zváracieho procesu. Inertný plyn sa používa na ochranu fúznej zóny pred vzdušným kyslíkom. V bežnej praxi je to argón. Na tento účel je možné použiť hélium, ale jeho cena je oveľa vyššia. Nízka cena argónu sa vysvetľuje tým, že je len vedľajším produktom procesu priemyselnej separácie vzduchu na kyslík a dusík.
Výhody zvárania argónom:
- Estetický, vysoko pevný šev.
- Nie sú potrebné žiadne tavidlá ani povlaky elektród.
- Pracujte s dielmi akejkoľvek veľkosti.
- Možnosť navarenia kovu na poškodené časti dielov pre ich obnovu.
- Spájanie ťažko zvárateľných kovov (titán, liatina, hliník a iné).
- Minimálne emitované aerosóly v porovnaní s inými typmi zvárania.
- Okraj kovového výbrusu „v argóne“ má ideálnu geometriu, netvoria sa na ňom oxidové a nitridové filmy.
- Argónová metóda umožňuje spájať tenké vrstvy kovu a vykonávať špeciálne zváracie operácie.
Medzi nevýhody patrí skutočnosť, že argónové zváranie kovu je pomalšie ako u iných zváracích strojov a metód.
Práca s argónom predstavuje nebezpečenstvo pre ľudské zdravie.Vdýchnutý plynný argón spôsobuje závraty, môže viesť k nevoľnosti, zvracaniu, strate vedomia a dokonca k smrti. Tí, ktorí pracujú s argónovým zváraním, často pociťujú bolesti hlavy, zvonenie v ušiach, únavu, poruchy tráviaceho traktu a problémy s dýchaním.
Zvárač riskuje rozvoj aluminózy, nezvratnej pľúcnej patológie, pretože je vystavený negatívnym účinkom ozónu, rádioaktivity a oxidov dusíka.
Klasifikácia zvárania argónom
Technológia zvárania argónom je klasifikovaná podľa jednotlivých funkčných princípov:
- Manuálna metóda. Manipuláciu s horákom, oblúkovým horákom a aditívom vykonáva ručne zvárač. Jeho skúsenosti a kvalifikácia určujú tempo procesu a parametre zvarov.

- Poloautomatický. Zariadenie má funkciu podávania plniaceho drôtu. Inštalácia je vybavená mechanizmom podávania drôtu. Zvárač pracuje iba s argónovým horákom, pričom jedna ruka zostáva voľná. Môže sa použiť na držanie alebo rozkladanie obrobkov. Metóda je produktívnejšia ako manuálna, ale kvalifikácia zvárača je veľmi dôležitá.
- Auto. Podávanie drôtu a pohyb vozíka s horákom prebieha automaticky, bez účasti pracovníka. Výhodou sú hladké, kvalitné zvary. Funkciou operátora je kontrolovať a správne nastavovať parametre - hĺbku požadovaného prieniku, optimálnu rýchlosť pohybu vozíka atď.

Okrem toho sa zváranie argónom líši podľa skutočného procesu - či už sa používa prídavný drôt alebo nie.
Bez prísady môžete zvárať tenký kov (do 2 mm) s tesným tlakom - pozdĺž švu by nemali byť žiadne medzery. Potom sa okraje roztavia elektródou a tento kov stačí na spojenie obrobkov.Výsledkom je utesnený, tenký, hladký, zrkadlový šev bez „šupín“.
Varenie s plniacim drôtom trvá dlhšie. Typ zvaru je „šupinatý“ a počet vrstiev šupín priamo závisí od rytmu dodávania prísady do zvarového kúpeľa. Medzery a medzery medzi dielmi do šírky 5 mm sú tavené kvalitne a konvexity sú zatavené do drážok. Metóda plniva sa používa na argónové zváranie kovov s hrúbkou 3 mm.
Nie je to tak dávno, čo sa objavila ďalšia inovatívna technológia zvárania argónovým oblúkom - robotická. Jeho zvláštnosťou je, že zváranie dielov na dopravníkoch je vykonávané robotickými komplexmi. Metóda sa vyznačuje vysokou produktivitou a nízkymi nákladmi na prácu.

Nevýhodou sú značné náklady na jedinečné vybavenie, naliehavá potreba prilákať vysokokvalifikovaných odborníkov na údržbu, softvérovú podporu a dolaďovanie komponentov robota. Technológia je navrhnutá pre veľké objemy výroby.
Zváranie argónom - aké nástroje a vybavenie potrebujete
Zariadenia a príslušenstvo na zváranie argónovým oblúkom sú rozdelené do 3 skupín.
Prvý zahŕňa špeciálne zariadenia, ktoré vykonávajú jednu konkrétnu operáciu. Zváranie argónom, ktoré sa vykonáva pomocou takýchto zariadení, sa používa vo veľkých podnikoch s nepretržitou výrobou vo veľkom meradle.
Po druhé – špecializované vybavenie, ktoré je konfigurované na operácie s úzkou škálou dielov špecifickej kategórie.
Po tretie – univerzálne stroje, používané pre viacero druhov operácií a materiálov. Ide o najpopulárnejšiu skupinu komerčne vyrábaných zariadení.Sú široko používané nielen na priemyselné účely, ale sú veľmi žiadané medzi remeselníkmi a „garážovými“ remeselníkmi.
Sada zariadení pre univerzálne zváranie argónom:
- pracovné odevy, bezpečnostná obuv, osobné ochranné prostriedky;
- jednotka na vykonávanie práce s nekonzumovateľnou elektródou;
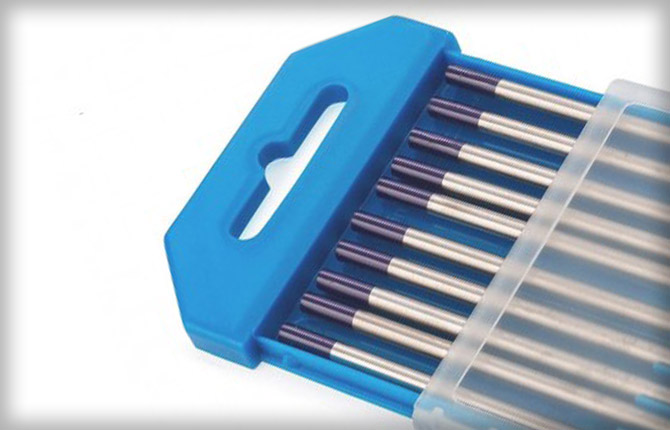
- volfrámové nespotrebovateľné elektródy;
- plniaci drôt;
- vysokotlakové hadice;
- plynová fľaša;
- reduktor plynu;
- pomocný nástroj.
V plynovej fľaši je v stlačenej forme plyn - argón. Valce sa používajú na rôzne plyny. Aby nedošlo k zámene rovnakých nádob s rôznym obsahom, fľaše sú označené. Surový argón je teda napumpovaný do čierneho valca s bielym nápisom a bielym pruhom. Technický argón - aj v čiernom valci, ale nápis je modrý, pásik je modrý. Čistý argón sa vyznačuje sivým valcom so zeleným nápisom a pruhom. Na valcoch sú vyrazené aj ďalšie špeciálne technické informácie.
Každý reduktor je navrhnutý pre svoj vlastný plyn. Farba reduktora musí zodpovedať farbe plynovej fľaše. V lacnom variante môžete použiť „čierny“ reduktor oxidu uhličitého. Ale najčastejšie je pod argónom inštalovaný reduktor s rotametrom.
Pre argón sa používajú vysokotlakové kyslíkové hadice kvôli ich kvalite a spoľahlivosti. Vnútorný priemer sa pohybuje od 9 do 18 mm. Vybrať si ten správny teda nebude ťažké.
Zdroj prúdu na zváranie argónom sa vyberá podľa cieľov a úloh, ktoré je potrebné vykonať počas práce.
Wolfrámové elektródy sú určené na zapálenie a udržanie oblúka. Majú príslušné označenia charakterizujúce ich vlastnosti a prítomnosť špeciálnych nečistôt.
Na prípravu kovu na zváranie sú potrebné pomocné materiály, napríklad brúska, rôzne kovové kefy.
Súlad s bezpečnosťou
Argón, ako každá iná metóda zvárania, vyžaduje prísne dodržiavanie bezpečnostných predpisov. Sú väčšinou jednoduché, no ich realizácia umožňuje zachrániť nielen zdravie, ale aj život.
Práca musí byť organizovaná v špeciálnych miestnostiach alebo kabínach. Tam, kde nie je možné tieto podmienky realizovať, je miesto pre argónové zváranie oplotené zástenami. Sú to panely vyrobené z preglejky, natreté ohňovzdornou kompozíciou, ktorá obsahuje aj oxid zinočnatý, ktorý pohlcuje ultrafialové lúče. Výška takéhoto plotu nemôže byť menšia ako 2 m.
Zariadenie na zváranie argónom je inštalované na rovnej ploche v súlade s technologickými rozmermi. Pracovisko zvárača musí byť vybavené odsávacím a prívodným vetraním. Výfukové panely sú veľmi efektívne. Sú umiestnené vodorovne alebo pod uhlom tak, aby sa kontaminovaný vzduch z oblúka čerpal dole alebo preč od zváračky. Tým sa zabráni vniknutiu škodlivých látok do dýchacieho traktu pracovníka.
Čo musíte urobiť predtým, ako začnete:
- Skontrolujte a uistite sa, že špeciálny odev, obuv a ochranné pomôcky zvárača sú v dobrom stave, čisté a nie sú nasiaknuté olejom alebo inými horľavými látkami.
- Pri obliekaní overalu zapnite všetky gombíky, zaviažte stuhy a zašnurujte topánky.
- Sako a nohavice musia byť nosené roztiahnuté, vrecká musia byť uzavreté chlopňami a vlasy musia byť zastrčené pod pokrývku hlavy.
- Skontrolujte pracovisko, osvetlenie, kapotu.
- Odstráňte nepotrebné obrobky, nepotrebné predmety a horľavé materiály.
- Skontrolujte zariadenie.Musí byť spoľahlivo uzemnený, vysokonapäťové kontakty chránené a uzavreté a celistvosť vodičov nesmie byť narušená.
- Uistite sa, že meracie a signalizačné zariadenia a uzamykacie zariadenia zariadení fungujú.
- S prácou nezačnite, kým sa zistené nedostatky úplne neodstránia.

Ako správne používať argónové zváranie krok za krokom
Pred zváraním musí byť obrobok dôkladne očistený od nečistôt, strojového oleja a mastnoty. To možno vykonať s akýmkoľvek rozpúšťadlom. Pri hrúbke zváraných dielov nad 4 mm je nutné rezanie hrán a zváranie argónom sa vykonáva len na tupo.
Na zničenie oxidových filmov je spoj ošetrený kovovými kefami. Spojenie so zložitou geometriou sa čistí uhlovou brúskou.
Na odstránenie vlhkosti by sa obrobky mali zahriať na 150 stupňov. Aby sa zabránilo prepáleniu, medené alebo oceľové platne sa umiestnia pod tenký kov, aby sa odstránilo teplo.
Prísada sa pohybuje výlučne pred horákom pozdĺž zváraného zvaru.
Krátky čas (5-7 sekúnd) pred zapálením oblúka sa zapne prívod inertného plynu. Po dokončení zvárania musíte opäť počkať rovnaký čas, kým vypnete plyn.
Postupnosť činností pri práci s argónovým oblúkovým zváraním:
- Zapnite zariadenie.
- Pripojte uzemňovací vodič k zváraciemu stolu alebo obrobku.
- Otvorte ventil na plynovej fľaši.
- Priblížte argónový horák k časti, ktorá sa má zvárať tak, aby vzdialenosť elektródy bola 3-5 mm.
- Nasaďte si ochrannú masku a zapnite napájanie.
- Výsledný zvárací oblúk držte na počiatočnom okraji spoja, kým sa nevytvorí kaluž roztaveného kovu.
- Pomocou kruhových, hladkých manipulácií dosiahnete roztavenie okrajov strán.
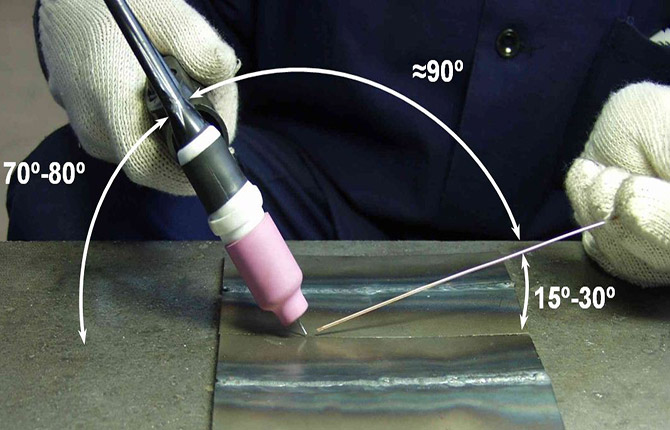
- Medzi horákom a povrchom udržiavajte uhol 45 stupňov.
- Pomaly a opatrne posuňte horák s ihlou dopredu a zasuňte plniaci drôt do horáka.
- Na konci zvaru znížte prúd, aby sa vyplnil kráter.
Argonové zváranie je výnosná inovatívna metóda na obnovu výrobkov. Náklady na zváračské a reštaurátorské práce sú výrazne nižšie ako na výrobu nového dielu. Renovovaný produkt môže trvať veľmi dlho.
Použili ste niekedy zváranie argónom? Povedzte nám o vlastnostiach, ktoré vám pomôžu rýchlejšie získať zručnosti. Zanechajte svoj komentár, zdieľajte článok na sociálnych sieťach, pridajte ho do záložiek.




Ako variť argónovým zváraním vonku vo veternom počasí?
Nebudete môcť zvárať ako v dielni – vietor odfúkne ochranný plyn a nechá zvarový kúpeľ otvorený vonkajším vplyvom. Chráňte oblasť zvárania plechom železa. Ak nie je nič vhodné po ruke, zablokujte si vietor tak, že sa postavíte na tú stranu, z ktorej fúka.
Čo robiť, ak zvarový kúpeľ veľmi bublá?
Upravte prívod argónu do reduktora. Plynu je buď príliš málo (uhlík uniká z kovu) alebo príliš veľa.
Ako správne nabrúsiť volfrámovú elektródu?
Nabrúste tyč na rotujúcom diamantovom kotúči. Vydrží dlhšie ako bežná brúska. Elektródu umiestnite špičkou smerom od vás na koniec rotujúceho kruhu. Dosiahnite uhol ostrenia 20-30 stupňov. Na zváranie pri prúdoch 200-300 A je potrebné ostrenie o 60 stupňov.Je vhodnejšie zvárať tenký kov 1-1,5 mm s hrotom, ako je ihla - uhol ostrenia je približne 10 stupňov.