Tlakové skúšky kovoplastových rúr: postup a nuansy vykonávania práce
Úspešnou alternatívou k tradičným oceľovým rúram sú technologické výrobky vyrobené z kovoplastu. Získal mimoriadnu popularitu v inštalatérskom priemysle.Metal-plast sa používa pri montáži a opravách tlakových komunikácií, beztlakových okruhov teplej a studenej vody, ako aj vykurovacích systémov.
Na vytváranie spojov sa používa jednoduchá a prístupná metóda - krimpovanie kovoplastových rúr. Povieme vám, ako sa táto práca vykonáva, aké nástroje bude potrebovať nezávislý inštalatér na vybudovanie alebo obnovu systémov. Naše odporúčania vám pomôžu dosiahnuť tie najkvalitnejšie výsledky.
Obsah článku:
Krimpovanie: pojem v širšom zmysle
Samotný pojem „tlaková skúška“ v súvislosti s kovoplastovými hadicami by sa mal posudzovať v širšom zmysle slova. Napríklad tlaková skúška sa často vzťahuje na štandardné skúšky vykonávané hydraulicky alebo pneumaticky.
Moderná prax však ukazuje, že pojem „tlaková skúška“ celkom logicky zapadá aj do postupu spájania armatúry a kovovo-plastovej rúry. Tento typ spojenia sa vykonáva technológiou silového krimpovania pomocou špeciálneho nástroja (lisovacie kliešte).

Bez ohľadu na podmienky inštalácie a použité technológie je inštalácia vodovodu alebo inej komunikácie na báze kovoplastových rúrok sprevádzaná skúškami tesnosti a pevnosti.

zvyčajne skúšobný proces vykonávané hydraulicky. Nie je však vylúčená možnosť testovania pomocou pneumatickej metódy.
Spôsoby krimpovania kov-plast
Hydraulická metóda zahŕňa naplnenie kovovo-plastových rúrok vodou a následné zvýšenie tlaku na nastavené hodnoty. Testy môžu ovplyvniť celú inštalovanú diaľnicu alebo len jej jednotlivé úseky.
Pneumatická metóda využíva stlačený vzduch namiesto vody. Táto metóda krimpovania sa považuje za menej efektívnu a nebezpečnejšiu v porovnaní s hydraulickou možnosťou. A nezáleží na tom, či sa testujú kovové alebo kovoplastové rúry.
Možnosť #1: hydraulický
Proces sa nelíši od štandardnej verzie, ktorá sa používa na oceľových vodovodných potrubiach. Jedinou výhradou je, že prevádzkové tlaky pre plastové rúry sú nižšie ako tlaky akceptované pre kovové výrobky.
V súlade s tým sa skúšobný tlak vypočíta s prihliadnutím na štandardné nastavenia prevádzkového tlaku pre plasty podľa vzorca:
Ri = Ррп * 1,5,
V ňom je Ri skúšobný tlak; Ррп – pracovný tlak plastového potrubia.
Teplota vody vo vnútri potrubia je povolená v rámci kladných hodnôt 5 - 40ºС.
Priebeh postupu:
- Pripravte testovaciu oblasť (nainštalujte kohútiky, zástrčky).
- Nainštalujte 2 tlakomery na rôzne miesta v potrubí.
- Nainštalujte odvzdušňovač na hornej úrovni potrubia.
- Pripojte vodné čerpadlo na spodnej úrovni potrubia.
- Naplňte potrubie prívodom vody od spodnej úrovne po hornú úroveň.
- Otvorte vetrací otvor, aby ste vypustili vzduch zo systému.
Vnútri diaľnice od kovovo-plastové rúry Tlak by sa mal zvyšovať pomaly, s výnimkou náhlych skokov. Takéto podmienky tlakového čerpania zabezpečuje ručný hydraulický lis.

Kým sa hodnota tlaku priblíži prevádzkovej úrovni, odporúča sa pravidelne vizuálne monitorovať oblasti možných netesností.
Tieto oblasti sú zvyčajne:
- spoje potrubia v potrubí;
- kontakt medzi potrubím a armatúrou;
- inštalačné body pre kohútiky a zástrčky.
Zvýšenie tlaku vo vnútri kovoplastových rúr na hodnotu presahujúcu prevádzkový parameter 1,5-krát je povolené len v neprítomnosti ľudí v blízkosti testovanej linky.
Stanovený skúšobný tlak vo vnútri potrubia sa musí udržiavať po určitú dobu. Pre systémy zásobovania vodou vyrobené z kovoplastových rúrok určených na použitie v domácich podmienkach sa používa minimálna doba zdržania päť minút.
Počas akceptovaného minimálneho skúšobného času nie je povolený pokles tlaku v miestach inštalácie kontrolných tlakomerov. Pri negatívnych zmenách na kontrolných prístrojoch tento stav indikuje neúplnú tesnosť systému.
Tlak by sa mal znížiť na prevádzkovú hodnotu a starostlivo skontrolovať možné netesnosti v celom úseku kovoplastových rúr. Odstráňte zistené chyby a zopakujte skúšobný postup.

Skúšky tesnosti sú úspešné, ak spĺňajú tieto podmienky:
- vizuálne neboli zistené žiadne netesnosti;
- vizuálne sa nezistili žiadne praskliny steny potrubia;
- počas piatich minút nenastali žiadne zmeny tlaku na kontrolných tlakomeroch;
- nie sú viditeľné deformácie potrubí.
Medzitým je potrebné objasniť: ak časové oneskorenie presiahne päťminútový interval, je povolený mierny pokles skúšobného tlaku v dôsledku prirodzenej zmeny teploty vody vo vnútri kovovo-plastových rúrok.
Možnosť #2: pneumatické
Ak z nejakého dôvodu nie je možné vykonať hydraulickú tlakovú skúšku, je povolená alternatíva - pneumatické testovanie.
Pneumatická skúšobná metóda sa líši trochu iným spôsobom kontroly netesností, ale vo všeobecnosti prakticky opakuje hydraulický spôsob. Táto technológia sa na potrubiach až tak často nepoužíva, ale je široko používaná na krimpovanie jednotlivých zariadení, ako sú expanzné nádoby, kotly, výmenníky tepla atď.

Na zistenie netesností pri pneumatických tlakových skúškach sa zvyčajne používa mydlový roztok. Zostavená linka sa naplní vzduchom pod tlakom Pu = Ppp * 1,15 a miesta potenciálnych netesností sa zavlažujú mydlovým roztokom. Uvoľňovanie vzduchu je určené opuchom bublín.
Táto testovacia technika vám umožňuje vizuálne odhaliť aj menšie netesnosti. Ale pre inšpektora je dosť ťažké sledovať prítomnosť netesností na miestach, ktoré sú ťažko dostupné pre vizuálne pozorovanie.
Pneumatická testovacia metóda je celkom vhodná na testovanie tesnosti spojov kovoplastové potrubné tvarovky alebo podľa schémy „potrubie v potrubí“. Ale keď potrebujete otestovať pevnosť potrubného systému, táto metóda jednoznačne nie je najlepšia. Tu je potrebné uchýliť sa k hydraulickému testovaniu.
Krimpovanie ako spôsob pripojenia
Postup inštalácie kovoplastových rúrok sa vyznačuje použitím niekoľkých metód vhodných na vytváranie všetkých druhov spojení:
- spájkovanie;
- orech;
- krimpovanie
Posledným z troch spôsobov je presné zalisovanie kovovo-plastovej rúry v oblasti jej spojenia s armatúrou.

Technika takéhoto krimpovania sa vyznačuje jednoduchými úkonmi, ktoré môže vykonávať aj neprofesionálny inštalatér. Jedinou výhradou je, že práca si vyžaduje tzv lisovacie čeľuste – špeciálny nástroj, ktorý vytvára spoľahlivé krimpovacie spojenie.
Vo všeobecnosti je na vykonávanie práce pomocou krimpovacej techniky potrebná nasledujúca sada nástrojov:
- rezačka rúr na kovoplastové rúry;
- kalibrátor, expandér, procesor skosenia;
- lisovacie kliešte.
Rezačka rúr vytvára rovnomerný rez na danú veľkosť, bez deformácie rúry a v pravom uhle. Koncová časť kovoplastovej hadice je pomocou kalibrátora a fazetovacieho procesora pripravená na následné spojenie s armatúrou.
Niekedy je pre prácu potrebný expandér. Špeciálne miesto v procese zaujímajú lisovacie čeľuste. Pomocou tohto nástroja sa zlisuje pripravený spoj.
Pri montáži kovoplastových potrubí sa používajú lisovacie a lisovacie (známe aj ako závitové) tvarovky, pričom kroky ich inštalácie sú do značnej miery podobné:
Ako krimpovať kovovo-plastové potrubie
Postup krimpovania na spojenie kovovo-plastovej rúry s armatúrou zahŕňa nasledujúcu postupnosť akcií:
- Rezanie kovovo-plastovej rúry na mieru.
- Vykonávanie kalibrácie jeho koncových častí.
- Skosenie pozdĺž vnútorného polomeru.
Potom sa na koniec rúry nainštaluje lisovacia manžeta.

Po týchto krokoch sa do kovovo-plastovej rúrky zasunie fitingová časť tvarovky z konca, kde sa nachádza lisovacia manžeta. Posuňte lisovaciu manžetu pozdĺž tela rúry a nainštalujte ju rovnobežne s tvarovkou. Pokyny pre prácu s lisovacími tvarovkami pri montáži kovoplastového potrubia uvedené tu, Odporúčame vám prečítať si užitočné informácie.
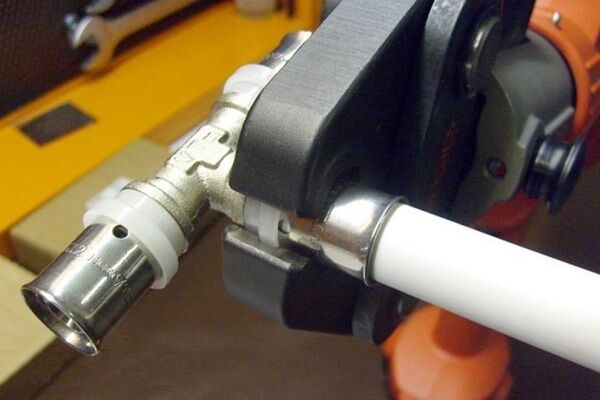
Na oblasť spoja priložte lisovacie kliešte doplnené o vybavenie zodpovedajúce priemeru spracovávaného potrubia. Stlačte rukoväte nástroja, kým sa nezastavia.

Takéto činnosti sú typické pre vykonávanie krimpovania pomocou ručných nástrojov. Medzitým okrem ručného krimpovania existujú elektrické, hydraulické a pneumatické zariadenia.
Tieto možnosti dizajnu sa v každodennom živote zvyčajne používajú zriedka. Ich účelom je priemyselná výroba. V konfigurácii sa tiež veľmi líšia od manuálnych modelov.
Pri práci s lisovacími čeľusťami stojí za zmienku niektoré vlastnosti. Vždy je povolené len jednorazové krimpovanie. Ak sa vám z nejakého dôvodu nepodarilo vykonať vysokokvalitné krimpovanie na prvýkrát, nepokúšajte sa akciu zopakovať. Chybný krimpovací spoj sa musí odstrániť a najskôr sa musí vykonať krimpovací postup.
Výhody a nevýhody krimpovania
Vyhodnocovanie spojenie kovoplastových rúr, vyrobené pomocou lisovacích čeľustí, nemožno si nevšimnúť výhody a nevýhody.

Jedno aj druhé určuje podmienky, kedy je táto konkrétna metóda vhodná.
Zoznam uvedených výhod je nasledujúci:
- vytvorí sa bezobslužné spojenie;
- Dizajn pre vysoké prevádzkové tlaky;
- vysoká mechanická pevnosť;
- dlhá životnosť;
- ľahká, jednoduchá a rýchla inštalácia.
Z hľadiska existujúcich nedostatkov odborníci tiež identifikujú niektoré faktory a zvyčajne ich spájajú s kritériami údržby alebo inštalácie:
- vytvorí sa trvalé spojenie;
- Vyžaduje sa špeciálny nástroj (lisovacie kliešte).
Nevýhodou je, že každá chyba krimpovania znižuje všetku prácu na nulu.

Okrem týchto nevýhod môžete pridať vysoké náklady na hlavný nástroj - kliešťový lis.
Je pravda, že manuálne prispôsobenie životným podmienkam nie je také drahé ako automatické návrhy. Ale ani v tomto prípade nie je výhodné nakupovať, pretože potreba nástroja je v skutočnosti jednorazová.
Závery a užitočné video na túto tému
Z videa sa dozviete, ako pracovať s mechanickými lisovacími kliešťami, konkrétne ako krimpovať kovoplastové tvarovky.
Odporúča sa inštalovať kovoplastové rúry pomocou metódy krimpovania v podmienkach prostredia s teplotou nie nižšou ako +10ºС. Zakúpený materiál (rúry) je vhodné ponechať v nových podmienkach aspoň 24 hodín a až potom začať s montážou.
Namontovaný vodovodný systém musí byť odskúšaný na tesnosť a pevnosť hydraulickými a pneumatickými skúškami.
Máte skúsenosti s prácou s kovoplastovými rúrami a ich spájaním? Poznáte technologické jemnosti výroby tohto diela, ktoré nie sú zahrnuté v článku? Napíšte komentáre do blokového formulára nižšie, pýtajte sa, uverejňujte fotografie.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ak máte potrebné nástroje (špeciálnu rezačku rúr a lisovacie kliešte), krimpovanie kovoplastových rúr nie je veľký problém a je celkom ľahké ho urobiť sami. Ak niečo nie je jasné, stačí si pozrieť pár videí, ktorých je na internete plno. Ďalšia vec je, že nie každý má tento nástroj a nie je lacný.
Áno, nemá zmysel ich kupovať, ak to nerobíte profesionálne. Práve som si prenajal tieto lisovacie kliešte; teraz je veľa spoločností, kde to môžete urobiť.
Ahoj. Je potrebné pri výrobe rúr skosiť plochu rezu?