Elektrické zváranie pre začiatočníkov: nuansy zváracích prác a analýza hlavných chýb
Byt, a najmä súkromný dom, potrebuje pravidelnú údržbu a opravy.Domáci kutil musí byť všeobecný, schopný vykonávať mnoho rôznych úloh. Majstri preto chcú ovládať čo najviac technológií.
Jednou z najžiadanejších zručností je schopnosť vykonávať zváračské práce. Prax ukazuje, že elektrické zváranie je najvhodnejšie pre začiatočníkov – technológia je jednoduchá a prístupná každému, kto sa ju chce naučiť používať. Skôr ako začnete metódu ovládať, mali by ste sa oboznámiť s teoretickými aspektmi problematiky, nie?
Všetky potrebné informácie sú podrobne popísané v našom článku. Opísali sme princíp fungovania elektrického zvárania a uviedli, ktoré zariadenie je najlepšie zvoliť pre prácu doma. Okrem toho článok poskytuje podrobnú technológiu zvárania dielov, spôsoby výroby švov a tiež uvádza možné chyby v spojoch.
Obsah článku:
Čo je elektrické zváranie?
Elektrický je jedným zo spôsobov zvárania, kedy sa na ohrev a následné tavenie kovov používa elektrický oblúk. Teplota posledne menovaného dosahuje 7 000 ° C, čo je oveľa viac ako teplota topenia väčšiny kovov.
Proces elektrického zvárania prebieha nasledovne. Na vytvorenie a udržanie elektrického oblúka sa prúd privádza zo zváracieho zariadenia do elektródy.

Keď sa elektródová tyč dotkne povrchu, ktorý sa má zvárať, preteká zvárací prúd. Pod jeho vplyvom a vplyvom elektrického oblúka sa elektróda a kovové okraje zváraných prvkov začnú taviť. Z taveniny, ako hovoria zvárači, sa vytvorí zvarový kúpeľ, v ktorom sa roztavená elektróda zmieša so základným kovom.
Roztavená troska pláva na povrch kúpeľa, ktorý vytvára ochranný film. Po vypnutí oblúka sa kov postupne ochladzuje a vytvára šev pokrytý vodným kameňom. Po úplnom vychladnutí sa materiál vyčistí.
Na zváranie je možné použiť nekonzumovateľné a tavné elektródy. V prvom prípade sa do taveniny zavádza plniaci drôt, aby sa vytvoril zvarový šev, v druhom prípade to nie je potrebné. Na vytvorenie a následné udržiavanie elektrického oblúka sa používa špeciálne zariadenie.
Zručnosti v oblasti zvárania v domácich podmienkach sú potrebné na vykonávanie širokej škály prác:
Čo potrebujete doma zvárať?
Na vykonanie práce budete najskôr potrebovať zvárací stroj. Existuje niekoľko jeho odrôd.
Poďme sa rozhodnúť, ktorému z nich dať prednosť.
- Zvárací generátor. Charakteristickým znakom je schopnosť generovať elektrickú energiu a použiť ju na vytvorenie oblúka. Bude to užitočné tam, kde nie je zdroj prúdu. Má pôsobivé rozmery, takže nie je príliš pohodlné používať.
- Zvárací transformátor. Prístroj premieňa striedavé napätie privádzané zo siete na striedavé napätie inej frekvencie, potrebné pre zváranie. Zariadenia sú ľahko ovládateľné, ale majú značné rozmery a negatívne reagujú na možné prepätia sieťového napätia.
- Zvárací usmerňovač. Zariadenie, ktoré premieňa napätie dodávané zo siete na jednosmerný prúd potrebný na vytvorenie elektrického oblúka. Sú kompaktné a vysoko účinné.
Pre prácu doma je vhodnejší usmerňovač invertorového typu. Zvyčajne sa nazývajú jednoducho invertory. Zariadenie má veľmi kompaktné rozmery. Pri práci je zavesená na ramene. Princíp činnosti zariadenia je pomerne jednoduchý.
Premieňa vysokofrekvenčný prúd na jednosmerný prúd. Práca s týmto typom prúdu zabezpečuje najvyššiu kvalitu zvaru.

Invertory sú ekonomické a fungujú z domácej siete. Navyše sa s nimi lepšie pracuje začiatočníkovi. Veľmi ľahko sa používajú a poskytujú stabilný oblúk.
Nevýhody meničov zahŕňajú vyššiu cenu ako iné zariadenia, citlivosť na prach, vlhkosť a prepätia. Pri výbere meniča na domáce zváranie dbajte na rozsah hodnôt zváracieho prúdu. Minimálna hodnota je 160-200 A.
Dodatočné funkcie zariadenia môžu začiatočníkom uľahčiť prácu.
Medzi týmito príjemnými „bonusmi“ stojí za zmienku:
- Hot Start - čo znamená zvýšenie počiatočného prúdu dodávaného v momente zapálenia zváracieho oblúka. To značne uľahčuje aktiváciu oblúka.
- Anti-Stick — automaticky zníži zvárací prúd, ak sa elektródová tyč zasekne. To uľahčuje sťahovanie.
- Arc Force - zvyšuje zvárací prúd, ak sa elektróda privedie k obrobku príliš rýchlo. V tomto prípade k lepeniu nedochádza.
Okrem akéhokoľvek typu zváracieho stroja budete potrebovať elektródy. Najlepšie je vybrať ich značku pomocou špeciálnej tabuľky, ktorá označuje typ zváraného materiálu.
Budete tiež potrebovať zváračskú prilbu. Najlepšia je tá, ktorá ide na hlavu. Modely, ktoré treba držať v ruke, sú mimoriadne nepohodlné.

Maska môže mať jednoduché tónované sklo alebo takzvaný „chameleón“. Druhá možnosť je vhodnejšia, pretože keď sa objaví oblúk, sklo automaticky stmavne.
Je potrebné pracovať iba v špeciálnom oblečení, ktoré chráni pred postriekaním a ultrafialovým žiarením. Môže ísť o hrubé bavlnené kombinézy, čižmy alebo vysoké čižmy, plátno alebo pogumované rukavice.
Článok pre vás: 10 najlepších masiek pre zváračov: recenzia, foto, cena. TOP 10 najlepších zváracích elektród.
Technológia elektrického zvárania
Je lepšie sa naučiť, ako správne zvárať diely pomocou elektrického zvárania pod vedením skúsených zváračov. Ak to z nejakého dôvodu nefunguje, môžete to skúsiť sami. Najprv musíte správne usporiadať svoje pracovisko. To je veľmi dôležité, pretože zváranie je vysokoteplotný a preto požiarne nebezpečný proces.
Ak chcete pracovať, musíte si vybrať pracovný stôl alebo akúkoľvek inú základňu vyrobenú z nehorľavého materiálu. Drevené stoly a podobné výrobky sú prísne zakázané. Je vhodné, aby v blízkosti miesta, kde sa bude zváranie vykonávať, neboli žiadne horľavé predmety.
Uistite sa, že máte blízko seba vedro s vodou, aby ste eliminovali možné požiare. Okrem toho musíte určiť bezpečné miesto, kde budú uložené zvyšky použitých elektród. Aj ten najmenší z nich môže spôsobiť požiar.

Pre prvé nezávislé švy musíte pripraviť nepotrebný kus kovu a vybrať elektródy. Odborníci odporúčajú v takýchto prípadoch použiť 3 mm tyče. Menší priemer sa používa na zváranie tenkých plechov, z ktorých je nepohodlné sa učiť. Elektródy s väčším priemerom vyžadujú zariadenie s vysokým výkonom.
Začneme odizolovaním oblasti kovu, kde sa bude nachádzať šev. Nemala by tam byť žiadna hrdza ani žiadne znečistenie.
Po príprave dielu vezmite elektródu a vložte ju do svorky zváracieho stroja. Potom vezmeme „uzemňovaciu“ svorku a pevne ju pripevníme k dielu. Znova skontrolujeme kábel. Mal by byť zasunutý do držiaka a dobre izolovaný.
Teraz musíte zvoliť výkon prevádzkového prúdu pre zvárací stroj. Vyberá sa podľa priemeru elektródy. Na paneli zváracieho zariadenia nastavíme zvolený výkon.
Ďalším krokom je zapálenie oblúka. Aby ste to dosiahli, musíte elektródu priblížiť k časti pod uhlom asi 60 ° a veľmi pomaly ju posúvať pozdĺž základne. Mali by sa objaviť iskry. Hneď ako sa to stane, zľahka sa dotknite časti s elektródou a ihneď ju zdvihnite do výšky maximálne 5 mm.

V tomto momente zabliká oblúk, ktorý je potrebné udržiavať počas celej prevádzky. Jeho dĺžka by mala byť 3-5 mm. Toto je vzdialenosť medzi koncom elektródy a obrobkom.
Pri udržiavaní oblúka v prevádzkovom stave musíte pamätať na to, že počas prevádzky elektróda vyhorí a skráti sa. Ak sa elektróda dostane príliš blízko k obrobku, môže dôjsť k prilepeniu. V tomto prípade ho musíte mierne vychýliť na stranu. Oblúk sa nemusí zapáliť prvýkrát. Možno nie je dostatok prúdu, potom je potrebné ho zvýšiť.
Potom, čo sa začínajúci zvárač naučil zapáliť oblúk a udržiavať ho v prevádzkovom stave, môžete začať zvárať guľôčku. Toto je najjednoduchšia zo všetkých operácií.Zapálime oblúk a začneme veľmi hladko a opatrne pohybovať elektródou pozdĺž budúceho švu.
Súčasne vykonávame oscilačné pohyby pripomínajúce polmesiac s malou amplitúdou. Zdá sa, že „hrabeme“ roztavený kov smerom k stredu oblúka. Týmto spôsobom by ste mali získať rovnomerný šev, ktorý vyzerá ako valček. Bude na ňom malý vlnitý kovový previs. Po ochladení švu je potrebné do neho vraziť šupku.
Techniky oblúkového zvárania - metódy zvárania
Ak chcete získať vysoko kvalitný šev, musíte sa naučiť, ako udržiavať a potom posúvať oblúk. Na kvalitu vplýva najmä dĺžka elektrického oblúka. Ak je viac ako 5 mm, potom sa považuje za dlhý.
V tomto prípade dochádza k nitridácii a oxidácii roztaveného kovu. Vystrekne po kvapkách, čím sa šev stáva pórovitým a nie je dostatočne pevný. Ak je oblúk príliš krátky, môže dôjsť k nedostatočnej penetrácii.

Na vykonávanie zvárania sa používajú rôzne techniky. Pozrime sa na tie hlavné podrobne.
Možnosť #1: Spodné tupé spoje
Najbežnejší a najjednoduchší spôsob spájania dielov. Pre hrúbky kovu do 0,8 cm sa používa obojstranné zváranie. Pri spojoch z kovu tenšieho ako 0,4 cm sa vykonáva len jednostranné zváranie.
Pre prácu sa vyberajú elektródy, ktorých priemer sa rovná hrúbke kovu. Ak presahuje 8 mm, zváranie sa vykonáva reznými hranami. V tomto prípade je uhol rezu asi 30°.
Zváranie sa vykonáva v niekoľkých priechodoch. Odporúča sa používať odnímateľné podložky vyrobené z ocele alebo medi, aby nedošlo k popáleniu. Prvý priechod sa vykonáva elektródou s malým priemerom, nie viac ako 4 mm.
Pri výrobe prvého švu je veľmi dôležitá jeho presnosť a hĺbka prieniku. Po jeho nanesení by za okrajmi nemal byť žiadny natavený kov.
Pre druhý a všetky nasledujúce priechody sa používajú elektródové tyče s väčším priemerom. Sú zvolené pre kvalitné vyplnenie vybrania vytvoreného medzi okrajmi.
Elektróda sa pomaly pohybuje pozdĺž švu a vykonáva oscilačné pohyby, ako keby sa elektródou kývala zo strany na stranu, aby sa dutiny úplne vyplnili roztaveným kovom.
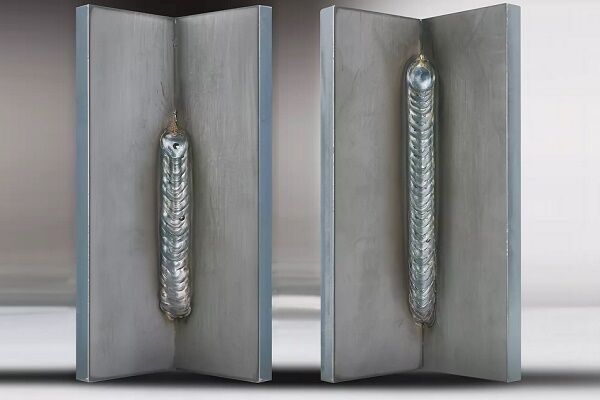
Možnosť č. 2: Spodné rohové spoje
Skúsení zvárači tvrdia, že dobré výsledky možno dosiahnuť zváraním rohov „na lodi“. To znamená, že diely, ktoré sa majú spojiť, sú inštalované pod uhlom 45° alebo iným.
Tým je zabezpečená najkvalitnejšia penetrácia stien produktu a znižuje sa nebezpečenstvo podrezania a nedostatku penetrácie. Táto metóda zvárania umožňuje zváranie zvarov s veľkým prierezom, ktoré sa nanesú jedným prechodom.

Existujú dva typy zvárania lodí - symetrické a asymetrické:
- Sklon dielov je 45°. Pravdepodobnosť prehnutia alebo podrezania jednej zo stien je minimálna. Zváranie obrátenej a priamej polarity sa vykonáva pri maximálnych hodnotách prúdu. Pri zváraní s obrátenou polaritou by mala byť dĺžka elektrického oblúka minimálna.
- Náklon dielov pod uhlom 60° alebo 30° - asymetrický „loď“. Táto možnosť je veľmi výhodná, ak sa práca vykonáva na ťažko dostupných miestach, pretože amplitúda pohybu elektródy je malá. Zvárač smeruje oblúk k samému koreňu švu a je potrebné dbať na to, aby nepresahoval hranice budúceho švu. Taktiež nie je dovolené ukladať priveľa kovu pri jednom prechode.
Rohové spoje môžu byť typu T, takže sa musíte naučiť, ako správne a bez chýb zvárať kov pomocou elektrického zvárania v niekoľkých priechodoch.
Použitie jedného prechodu je možné len pri zváraní jednoduchých konštrukcií so stranami, ktoré zvierajú v kútovom zvare uhol 45°. Priemer elektródy v tomto prípade nemôže prekročiť hrúbku kovu o viac ako 0,15-0,3 cm.
Štandardné viacprechodové zváranie T sa vykonáva nasledovne. Pri prvom priechode sa odoberie elektróda s väčším priemerom, ako sú tie, ktoré sú vybrané pre nasledujúce priechody.Napríklad sa používa elektróda, ktorej rozmery sa pohybujú od 0,4 do 0,6 cm.

Zváranie sa vykonáva hladko, bez priečnych kmitavých pohybov. Pri vykonávaní iných priechodov sa nevyhnutne vykonávajú. Je dôležité, aby amplitúda vibrácií bola v rámci prípustnej šírky švu.
Ďalší významný bod. Pri zváraní v tvare T na kútovom spoji by mal byť elektrický oblúk vždy zapálený na polici umiestnenej vodorovne.
Pri elektrickom zváraní rohov vlastnými rukami môžete použiť typ pripojenia prekrývania. V tomto prípade sú diely, ktoré sa majú zvárať, umiestnené jedna na druhej s presahom. Oblúk pri zváraní priamou polaritou by mal byť krátky a pri zváraní s obrátenou polaritou by mal byť čo najkratší. Nasmerujte oblúk presne na koreň spojenia.
Počas procesu zvárania je potrebné vykonať vratné pohyby s malou amplitúdou s elektródou. To umožní rovnomerné zahriatie celej oblasti spoja. V tomto prípade bude zvarový bazén rovnomerne naplnený a šev bude konvexný a v plnej veľkosti.
Možnosť #3: vertikálne švy
Vertikálne smerované švy sú vyrobené iba krátkym oblúkom. V tomto prípade by mal byť pracovný prúd o 10% -20% menší ako pri zváraní dielov v spodnej polohe. Tieto požiadavky sa dajú ľahko vysvetliť.
Nižšia sila prúdu znamená, že roztavený tekutý kov nebude odtekať zo zvarového kúpeľa. Menší oblúk je vhodnejší na použitie.

Skúsení zvárači radšej zvárajú vertikálne švy zdola nahor. Oblúk je zapálený v najnižšom bode budúceho švu. Potom sa pripraví malá horizontálna plošina, ktorej rozmery zodpovedajú prierezu budúceho švu.
Potom pomaly posúvajte tyč elektródy nahor. V tomto prípade je potrebné vykonať pohyby cez pripojenie.
Môžu byť vo forme rybej kosti, rohu alebo polmesiaca. Posledná možnosť je najjednoduchšie implementovať. Okrem toho je dôležité udržiavať správnu polohu elektródy. Teoreticky sa penetrácia najlepšie dosiahne, ak je tyč umiestnená kolmo na šev, to znamená vodorovne.
Tupé zvary sa vyznačujú nasledujúcimi kritériami:
Prax ukazuje, že v tejto polohe elektródovej tyče steká tekutý kov po šve. Aby sa tomu zabránilo, uhol sklonu tyče sa volí v rozsahu 45°-50°. Toto je optimálna možnosť pre vertikálne zváranie. Na zváranie dielov v smere zdola nahor vyberte elektródy, ktorých priemer nepresahuje 0,4 cm.
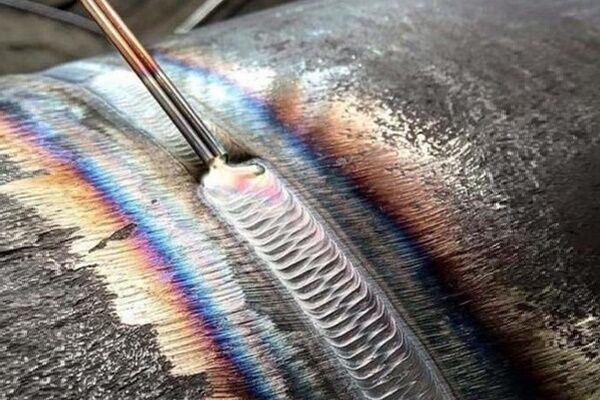
Možnosť č. 4: Podrobnosti o potrubí
Doma si často musíte pamätať, ako elektricky zvárať kovovú rúrku. Zvislý šev sa zvyčajne robí na strane dielu a vodorovný šev pozdĺž obvodu. Oceľové rúry zvárané na tupo. Všetky okraje musia byť dobre prevarené.
Aby sa zabezpečilo, že priehyb vo vnútri potrubia je minimálny, elektróda sa privedie k výrobku pod uhlom nie väčším ako 45°. Šírka švu by mala byť 0,6-0,8 cm, výška - 0,2-0,3 cm.

Pred začatím zváracích prác sa diely, ktoré sa majú spojiť, dôkladne očistia. Kontrolujú sa konce potrubia. Ak sú zdeformované, narovnávajú sa resp rezať pomocou rezačky rúr. Potom sa okraje dielov očistia zvnútra a zvonku do kovového lesku vo vzdialenosti minimálne 1 cm od okraja. Potom začnite zvárať.
Spoj sa zvára bez prerušenia, kým nie je úplne zvarený. Pre nerotačné spoje rúr so stenami do šírky 0,6 mm sa vykonávajú dva zváracie priechody, pre výrobky so stenami šírky 0,6 až 1,2 cm - tri priechody, pre diely so stenami širšími ako 1,9 cm - štyri priechody.
V tomto prípade sa každý nasledujúci šev aplikuje až po odstránení stupnice z predchádzajúceho.
Najdôležitejšia je kvalita prvého švu.Počas procesu by sa všetky tupy a okraje mali úplne roztaviť. Nemali by byť žiadne praskliny, dokonca ani tie najmenšie. Ak existujú, sú tavené alebo vyrúbané. Potom sa fragment opäť zvarí. Zváranie rotačných rúr sa vykonáva rovnakým spôsobom.
Možné chyby zvarových spojov a švíkov
Elektrické zváranie je zložitý proces a nie vždy ide všetko hladko.
V dôsledku prevádzkových chýb môžu mať švy a spoje rôzne chyby vrátane:
- Krátery. Malé priehlbiny vo zvare. Môžu sa objaviť v dôsledku zlomeného oblúka alebo chyby pri vykonávaní konečného fragmentu švu.
- Póry. Zvarový šev sa stáva pórovitým v dôsledku znečistenia okrajov dielov hrdzou, olejom atď. Okrem toho sa môže objaviť pórovitosť pri príliš rýchlom ochladzovaní zvaru, pri vysokých rýchlostiach zvárania a pri práci s nevysušenými elektródami.
- Podrezanie. Vyzerajú ako malé priehlbiny na oboch stranách guľôčky šitia. Objaví sa, keď sú elektródy posunuté v smere zvislej steny pri zváraní rohových spojov. Okrem toho sa pri práci s dlhým oblúkom alebo pri príliš vysokom zváracom prúde vyskytujú podrezania.
- Troskové inklúzie. Vo vnútri zvarovej húsenice sú kúsky trosky. To sa môže stať, ak sú okraje znečistené, rýchlosť zvárania je vysoká alebo zvárací prúd je príliš nízky.
Toto sú najčastejšie chyby zvaru, ale môžu existovať aj iné.
Ďalšie informácie o zváraní vertikálnych a horizontálnych švov pomocou elektrického zvárania sú uvedené v tento článok.
Závery a užitočné video na túto tému
Vlastnosti zvárania rúr:
Ako si vybrať správny zvárací invertor:
Ak je to žiaduce, každý domáci majster zvládne základy zvárania. Nie je to také ťažké. Bude si to vyžadovať trpezlivosť, presnosť a samozrejme precízne prevedenie všetkých pokynov. Všetko bude oveľa jednoduchšie, ak sa proces zvládnutia novej zručnosti uskutoční pod vedením skúseného špecialistu.
Máte osobnú skúsenosť so spájaním dielov pomocou elektrického zvárania? Chcete sa podeliť o svoje nahromadené vedomosti alebo položiť otázky k danej téme? Zanechajte komentáre a zapojte sa do diskusií - formulár spätnej väzby sa nachádza nižšie.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ďakujem! Naučil som sa veľa užitočných vecí pre seba. Ako správne zvárať štvorcové rúry pod uhlom 90?
Užitočné video podľa mňa hlavne pre delikatesy.
Ďakujem! Bolo to veľmi zaujímavé čítať.
vďaka za informácie
Dobrý deň Ospravedlňujem sa, že sa pýtam bez akéhokoľvek vonkajšieho zastúpenia, ale neexistujú žiadne možnosti…. Odpovedzte prosím na otázku. Vo zváračských prácach a konceptoch - úplná nula. Ale doba je taká, že na seba musíte vziať všetko. Bolo potrebné zvárať tenký (1 - 2 mm) železný kov. Darovaný taliansky zázrak Deca STARFLUX 130AC tu ležal už dlho. Výstup na drôt s tavivom priamo z transformátora... Je to normálne? Ako by mali správne fungovať? Ďakujem….