Ako ľahko ohýbať hliníkové potrubie doma - jednoduché metódy
Ohnite hliníkovú rúrku ako kov-plast, doma môžete buď použiť ohýbačku rúrok, alebo pomocou improvizovaných prostriedkov. Ak chcete dosiahnuť najlepší výsledok, musíte vopred poznať zložitosť procesu.

Obsah článku:
Vlastnosti výroby, vlastnosti hliníkových rúr
Hliníkové rúrkové profily sú rozdelené do troch skupín podľa spôsobu výroby:
- opracované za studena;
- lisované;
- zvárané
Valcované hliníkové rúry sa vyrábajú rôznymi spôsobmi
Prvou pozíciou sú hliníkové rúry s priemerom 6-150 mm. Sú na všeobecné priemyselné účely a vyrábajú sa podľa GOST pod číslom 18475-87.
Podstatou technológie je, že sa odoberie hliníkový polotovar a pozdĺž osi sa vyvŕta priechodný otvor. Potom sa obrobok valcuje medzi valcami, čím sa vytvorí prierez hotového výrobku.
Druhou pozíciou sú hliníkové rúry s priemerom 6-220 mm, vyrobené podľa GOST 18482-79. Technológia je založená na metóde lisovania zahriateho obrobku na špeciálnej fréze. Obrobok sa položí na matricu a stlačí, kým sa nevytvorí požadovaný tvar. Ďalej sa polotovar valcuje na mlyne cez valce.
Treťou pozíciou sú hliníkové rúry vyrobené buď z plechov alebo z pásky, známej tiež ako pásy, krútením a zváraním pozdĺž švu na vnútornej a vonkajšej strane. Posledným krokom je nevyhnutne temperovanie hotového výrobku za tepla. Dôvodom je uvoľnenie vnútorných pnutí v oblastiach zvárania.
Hliníkové rúry možno rozdeliť do dvoch ďalších kategórií podľa hrúbky steny:
- do 5 mm – tenkostenné;
- viac ako 5 mm – hrubostenné.

Počas výrobného procesu sa často používajú dodatočné operácie, ktoré zlepšujú technické a prevádzkové vlastnosti. Všetko je to o samotnom kove. Pri teplotách pod +20°C môže deformácia spôsobiť zlomenie konštrukcie. Preto sa používa buď tepelné spracovanie, napríklad žíhanie alebo kalenie, alebo mechanické spracovanie – kalenie za studena, iný názov je kalenie za studena.
Obe možnosti zlepšenia umožňujú vyrobiť tvrdý a odolný kov z tvárneho a mäkkého kovu. Práve tieto profily sa používajú v rôznych prevedeniach.
A predsa je hlavnou výhodou hliníkových rúrok vysoká ťažnosť. To znamená, že nie je ťažké deformovať alebo ohýbať výrobok, ale nestráca svoje kvality a vlastnosti.
Kde sa používajú hliníkové výrobky?
Rozsah použitia je široký. Dôvody popularity:
- Hliníkové výrobky nevyžadujú špeciálnu údržbu;
- jednoduchosť výsledných štruktúr;
- jednoduchosť prepravy a inštalácie, vrátane prípadu, keď je potrebné výrobok ohnúť.
Hlavné oblasti použitia:
- Poľnohospodárstvo. Drenážne a zavlažovacie systémy sú konštruované z hliníkových rúr a montované sú oplotenia pre malé zvieratá a rastliny.
- Produkcia ropy. Hliníkové rúry sú inertné voči ropným produktom a pod ich vplyvom nemenia svoje vlastnosti.
- Vetracie systémy. Hliníkové výrobky sa dajú ľahko deformovať, rezať a vŕtať, dajú sa jednoducho ohýbať, čo zjednodušuje proces inštalácie ventilačných vzduchových potrubí a šácht.
- Stavebníctvo. Rámy pre altánky, hangáre a prístrešky sú vyrobené z hliníkových rúr. Vyrábajú zábradlia, baldachýny, ploty.Dnes v stavebníctve čoraz viac využívajú závesové fasády.
- Nábytok – stoličky, kreslá, stoly atď.
- Reklama – billboardy, stojany, rámy na vitríny.
Užitočné: Ako vyrobiť altánok z profilovej rúry vlastnými rukami.
Proces ohýbania
Je možné ohýbať hliníkovú rúrku doma, ale to znižuje hustotu kovu. Na vonkajšej strane ohybu klesá, na vnútornej strane sa zvyšuje. V dôsledku toho často dochádza k prasknutiu na vonkajšej strane a kompresii na vnútornej strane. Tento profil je možné použiť len v nezaťažených konštrukciách.
Ťažkosti
Pri ohýbaní potrubia doma sa môžete stretnúť s niekoľkými prekážkami, ktoré znižujú kvalitu:
- Ohýbanie hliníkových profilov anódového typu je prakticky nemožné. Sú odolné a tvrdé, takže existuje možnosť rozbitia výrobku (praskliny).
- V rúrach vyrobených lisovaním pomocou vytláčania za tepla vznikajú v miestach ohybu veľké vnútorné napätia.
- Dural, ako aj zliatiny, do ktorých sa pridáva mangán, majú zvýšenú tvrdosť. Tiež sa s nimi nepracuje ľahko.
Ak bola valcovaná rúrka zakúpená bez certifikátu, potom nie je ťažké určiť, z akej zliatiny je vyrobená. Napríklad dural nezanecháva farbu na rukách. Potrubie môžete poklepať kladivom. Zvuk zvonenia naznačuje, že je vyrobený z tvrdej zliatiny. Ďalším spôsobom kontroly je ostrenie hrany pilníkom. Ak sa na ňom vytvoril kovový povlak, potom je zliatina mäkká.
Výrobcovia musia označiť povrch potrubných profilov. Môžete to skontrolovať v referenčnej knihe a určiť zliatinu.
Súvisiaci článok: Ako sa vyrába ohýbanie kovových rúrok.
Metódy ohýbania
Predtým, ako ohýbate hliníkovú rúrku vlastnými rukami doma, musíte pochopiť metódy ohýbania. Ale na začiatku je potrebné uviesť, že rúry môžu byť ohýbané za studena alebo za tepla. Pri výbere možnosti musíte zvážiť nasledujúce faktory:
- hrúbka steny;
- trieda zliatiny;
- dĺžka produktu;
- zložitosť konfigurácie konečného produktu.
Existujú základné, tiež bežne používané konfigurácie:
- ohyb - potrubie je ohnuté v jednej rovine pod uhlom 45°-135°;
- útek – dva ohyby po 135°;
- kalach je polkruh;
- konzola - rúra je ohnutá trikrát (dva krajné ohyby sú po 135°, prostredný je 90°).
Ak chcete správne ohýbať hliníkové potrubie doma, musíte vziať do úvahy niektoré odporúčania:
- Ak je šijací produkt ohnutý, šev by nemal byť umiestnený v rovine vonkajších alebo vnútorných ohybov.
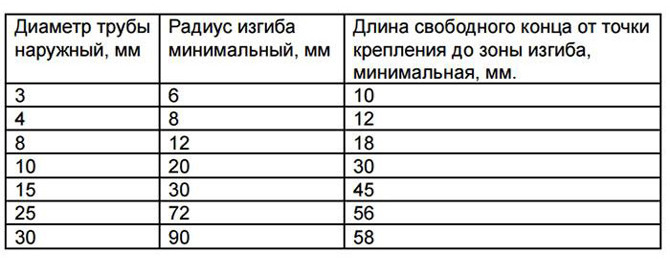
- Ak sú ohnuté výrobky s priemerom nie väčším ako 20 mm, polomer by nemal presiahnuť dva priemery potrubia.
- Ak sú valcované výrobky s priemerom väčším ako 25 mm ohnuté, polomer ohybu by mal byť trojnásobok priemeru.
Potrebné vybavenie
Najjednoduchší a najspoľahlivejší spôsob, ako ohýbať potrubie doma, je použiť ohýbačku rúrok. Toto zariadenie je na trhu prezentované v dvoch modifikáciách - ručnej a mechanickej.
Keďže úlohou je nezávisle ohýbať hliníkové rúry doma, musíme zvážiť manuálne možnosti. Sú prezentované v troch modeloch:
- Páka, alias stroj Volnova. Konštrukcia stroja zahŕňa špeciálnu formu určitého priemeru. Potrubie je v ňom umiestnené. Potom sa pôsobením páky ohne. Proces sa vykonáva bez zahrievania obrobku.
- Kuša.Tu je všetko naopak, rúrka sa okolo formy neohýba, ale je do nej vtlačená.
- Odpružený. Na vytvorenie tvaru je do potrubia umiestnená pružina. Potom sa výrobok podrobí zahrievaniu a následnému ohýbaniu. Operáciu s malými priemermi profilu je možné vykonávať „za studena“. Po dokončení sa pružina vytiahne.
Ohýbačky rúr sú často vybavené pohonmi, ktoré zlepšujú kvalitu procesu. Pohony môžu byť elektromechanické alebo pneumatické. Pomocou takéhoto zariadenia môžete použiť rôzne technológie na ohýbanie hliníkových profilov:
- Tlačenie. Táto metóda sa používa pri spracovaní rúr s priemerom nie väčším ako 100 mm. V tomto prípade sa minimálny polomer ohybu rovná šiestim priemerom. Samotný proces sa vykonáva zatlačením rúry medzi valce ohýbačky rúrok. Jeden z valčekov je pod uhlom, ktorý vytvára ohyb.
- Prenájom Hliníková rúrka prechádza tromi valcami (valčekmi) umiestnenými pod uhlom navzájom. Týmto spôsobom môžete profil ohýbať do krúžku, špirály alebo oblúka. Na dosiahnutie vysokej kvality a presného tvaru sa proces vykonáva niekoľkokrát. Takto sa ohýbajú nielen okrúhle valcované výrobky, ale aj profilované.
- Zabehnutie. Ohýbačka rúr má takzvanú rolovaciu hlavu, pozostávajúcu z gule a formy. Guľa vytvára tlak na časť potrubia a tam, kde je tlak nízky, sa výrobok ohýba v opačnom smere. Proces sa vykonáva bez zahrievania.
- Ohnite sa pod tlakom. Prvou možnosťou je naliať dovnútra olej alebo vodu pod tlakom. Potrubie sa najskôr inštaluje do formy. Je to tlak vytvorený vo vnútri dutiny, ktorý vedie k ohýbaniu. Druhým spôsobom je použitie lisu alebo razidla, ktoré tlačí na oblasť ohybu.

Ako ohýbať potrubie doma
Je potrebné okamžite zarezervovať, že ak sa ohýbanie hliníkových výrobkov bude vykonávať doma neustále alebo so závideniahodnou frekvenciou, potom je lepšie kúpiť ohýbačku rúrok. Ak potrebujete ohýbať hliníkovú rúrku bez ohýbačky rúrok, existuje niekoľko spôsobov.
Prvá možnosť zahŕňa piesok. Suší sa a preosieva. Jeden koniec profilu je upchatý, môžete použiť drevený kolík (chopik). Pripravený piesok sa naleje na opačnú stranu. Aby ste sa uistili, že pevne sedí vo vnútri produktu, poklepte na povrch kladivom. Po ktorom je koniec tiež tlmený.
Ďalej je hliníkový profil inštalovaný v držiaku a ohnutý do požadovaného uhla. Namiesto konzoly môžete použiť dva susediace stromy, stĺpy a iné trčacie konštrukcie, ako sú kolíky alebo výstuže zapichnuté do zeme.
Možnosť číslo dva je rovnaká predchádzajúca metóda, iba profil je ohnutý s dodatočným ohrevom. Zvyčajne sa to robí, ak zliatina poskytla produktu zvýšenú pevnosť a tvrdosť. Najdôležitejšou vecou je vyhnúť sa viacnásobnému ohrevu tej istej oblasti.
Tretím spôsobom, ako ohýbať hliníkovú rúrku doma, je vyrobiť šablónu z dreva. Jedná sa o okrúhly plochý polotovar a dosku. Oba prvky majú rovnakú hrúbku, ktorá sa rovná priemeru ohýbaného produktu. Ľahko sa pripevňujú na stôl alebo pracovný stôl pomocou svoriek alebo skrutiek. Valcovaný výrobok je vložený medzi drevené prvky a ohýbaný okolo polotovaru. Doska slúži ako zarážka.

Štvrtou metódou je vyplniť profil pieskom, položiť konce na dve zarážky a vytvoriť priehyb pomocou paličky.
Piata metóda sa používa, keď je potrebné ohýbať hliníkovú rúrku veľkého priemeru vyrobenú z odolnej zliatiny.K tomu budete potrebovať brúsku a zváračka:
- Určite umiestnenie ohybu. Jeho dĺžka je označená kriedou.
- Na rezy pozdĺž vonkajšieho povrchu sa používa brúska.
- Ohnite do požadovaného uhla. Sloty sú na vonkajšej strane.
- Rezy sú zvárané pomocou elektrického zvárania.
Video ukazuje jeden z jednoduchých a originálnych spôsobov ohýbania hliníkovej rúry doma.
Základné chyby pri práci
Najväčšou chybou pri ohýbaní hliníkových profilov je nesprávne určenie zliatiny. Ak je tvrdá a odolná, potom sa potrubie nedá ohýbať bez ohrevu. Ak sa vám podarí urobiť ohyb, kvalita bude nízka. Je vysoká pravdepodobnosť, že na ohybe vzniknú trhliny.
Druhou chybou je nesprávne zvolený polomer ohybu. Ako bolo uvedené vyššie, tento parameter sa vyberá s prihliadnutím na priemer profilu. A čím väčšia je táto veľkosť, tým väčší by mal byť polomer. Napríklad nie je možné ohýbať valcovanú hliníkovú rúrku s priemerom 50 mm na výrobok s polomerom ohybu 100 mm tak, aby povrch nebol pokrytý sieťou trhlín. Nepomôže ani kúrenie.
Ohrev potrubia musí byť vykonaný správne. A toto je tretia chyba. Na tento účel použite plynový horák alebo bežný horák. Ak chcete skontrolovať, či je hliník nahriaty do požadovaného stavu alebo nie, musíte do vyhrievaného priestoru priniesť papier. Ak začne dymiť, znamená to, že teplota je dostatočná na začatie procesu ohýbania.
Nie všetky vyššie opísané spôsoby umožňujú dosiahnuť vysokú presnosť konfigurácie ohybového profilu. Napríklad, ak potrebujete ohnúť kúsok malého priemeru, je lepšie to urobiť na konci potrubia a nie v strede.
Na dosiahnutie najmenšej plochy s vlnitou časťou je lepšie ohýbať výrobok studenou metódou, po ktorej nasleduje naťahovanie.
Ak je potrebná vysoká pevnosť profilových stien, je lepšie použiť metódu hydraulického ohýbania. Spočíva v naliatí vody alebo oleja pod tlakom dovnútra.
Hliníkovú rúrku môžete ohýbať rôznymi spôsobmi, a to aj bez špeciálneho vybavenia. Hlavná vec je vybrať metódu zohľadňujúcu parametre profilu a dodržiavať požiadavky na polomer zakrivenia.
Chcel by som počuť komentáre k rôznym spôsobom ohýbania hliníkových rúr vlastnými rukami. Zdieľajte článok na sociálnych sieťach, uložte ho do záložiek.
Ručné ohýbanie rúry bez ohýbačky rúr vo videu.




Materiál v článku je pre mňa jasný a užitočný. Mám však otázku: je možné ohnúť hliníkovú rúrku Ø16 mm tak, aby vzdialenosť medzi koncami rúrok bola 20 mm. alebo min. len 30 mm?