Ako sa ohýbajú kovové rúry: technologické detaily práce
Rúry ohnuté pod uhlom našli uplatnenie v ropnom a chemickom priemysle, strojárstve a strojárstve.Bez nich sa nezaobíde ani jeden architektonický či stavebný projekt.
Na zákruty je možné použiť všetky druhy armatúr, ale potom sa môžu vyskytnúť netesnosti a niekedy je to jednoducho neprijateľné z estetických dôvodov. Atraktívnejší vzhľad a vysokú spoľahlivosť zaisťuje ohýbanie rúr - proces, ktorý neporušuje ich integritu.
Povieme vám, ako najlepšie ohýbať kovovú rúrku pomocou studenej aj horúcej technológie. Článok, ktorý sme predstavili, popisuje špecifiká ohýbania rúr z rôznych materiálov. Vlastnosti práce s profilovými a konvenčnými okrúhlymi rúrkami sú uvedené.
Obsah článku:
Vlastnosti procesu ohýbania
Každý kov má svoje vlastné charakteristiky, bez ich zohľadnenia nie je možné dať valcovanému kovu zložitý tvar. Ohnutá rúra je vystavená radiálnym a tangenciálnym silám.
Prvé deformujú sekciu a druhé prispievajú k vzniku záhybov. Hlavnou požiadavkou pre konečný výsledok je, že prierez potrubia by mal zostať nezmenený a na stenách by nemali byť žiadne zvlnenia. Ohýbanie umožňuje minimalizovať počet zvarov pri kladení potrubí so všetkými druhmi ohybov.
Metódy ohýbania rúr
Na základe požadovaného uhla ohybu, materiálu a priemeru rúry je možné ohýbanie vykonať ručne alebo pomocou špeciálneho zariadenia. Existuje tiež ohýbanie za tepla a za studena, s vyplnením dutiny rúry a bez nej.

Po odstránení zaťaženia nastáva jav nazývaný pruženie, ktorý je priamo úmerný modulu pružnosti materiálu. Veľkosť možnej deformácie závisí aj od použitej metódy ohýbania a geometrie objektu.
Špecifiká horúcej technológie
Táto metóda sa volí, keď je potrebné ohýbať rúrku s priemerom 10 cm a viac.Potrubie sa deformuje za tepla, ručne aj pomocou mechanizmov. Existuje niečo ako minimálny polomer ohybu.
Dĺžka oblasti potrubia, ktorú je potrebné ohrievať, sa určuje na základe priemeru potrubia a uhla ohybu. V tomto prípade nemôže byť zaoblenie menšie ako priemer potrubia vynásobený 3.
Nájdite dĺžku vyhrievanej časti pomocou vzorca:
L = a x d/15
Vo vzorci: L je požadovaná dĺžka v mm, α je uhol ohybu v stupňoch, d je vonkajší priemer rúry v mm, 15 je koeficient. Povedzme, že rúru s priemerom 200 mm je potrebné ohnúť pod uhlom 60⁰, potom L = 60 x 200/15 = 800 mm, t.j. 4 priemery.

Na ohýbanie potrubia sa musí zahriať na 900 °. Optimálna teplota na začatie ohýbania je 760 ° C a na konci - 720 ° C. Pri horení sa pevnostné charakteristiky materiálu zhoršujú.
Proces ohýbania za tepla zahŕňa niekoľko operácií:
- vytvorenie šablóny;
- pieskové balenie;
- označenie lokality;
- teplo;
- ohýbanie.
Aby sa nedeformoval prierez potrubia a nevznikali sladké miesta na jeho vnútornej časti v mieste ohybu, je vnútorný priestor vyplnený kremenným pieskom.
Piesok sa najskôr suší a kalcinuje, aby sa odstránili organické nečistoty pri teplote 150 až 500 °C, a potom sa preoseje cez jemné sito s veľkosťou buniek 3,3 x 3,3 mm. Predtým, ako začnete fajku vypchávať, musíte jej jeden koniec upchať.
Ako zátky sa používajú drevené alebo kovové zátky s otvorom na únik plynov. Jemný a mokrý piesok nie je možné použiť, pretože... prvá je spekaná pod tepelným vplyvom a pevne priľne k stenám rúr.
Druhá, v dôsledku tvorby pary, prispieva k rozvoju vysokého vnútorného tlaku, ktorý môže spôsobiť vyletenie zástrčky. Prítomnosť kamienkov v tesnení je neprijateľná, môžu sa pretlačiť cez stenu potrubia.
Proces vypchávania potrubia je veľmi náročný na prácu, takže sa prepravuje do veže a má mierne naklonenú alebo vertikálnu polohu. Pretože kvalita ohybu je priamo závislá od zhutnenia výplne, rúra sa počas celého procesu priebežne poklepáva. Tupý zvuk signalizuje, že obrobok je dobre naplnený.
Pred priamym pokračovaním v hlavnej operácii sa oblasti budúcich ohybov nakreslia na potrubie naplnené pieskom a pripevnia šablónu. Rúry sa ohrievajú v peciach alebo peciach. Ohýbajte ručne aj mechanizovane.
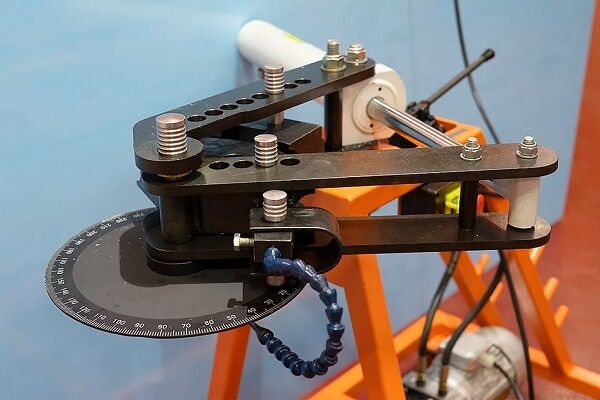
V druhom prípade sa používajú špeciálne platne vybavené prítlačnými stĺpikmi, pomocou ktorých je vyhrievaná časť potrubia upevnená, a svorkami, ktoré slúžia na držanie konca potrubia na doske.Na opačný koniec potrubia je navlečený kábel, ktorého napnutie pomocou navijaka alebo navijaka spôsobí ohyb potrubia.
Aby sa zabránilo deformácii stien potrubia, sú v priestore stojana potrubia umiestnené tesnenia - rovné alebo zakrivené. Voľný koniec s pripojeným káblom je zaistený pomocou stojana. Počas procesu sa geometria potrubia monitoruje pravidelným nanášaním šablóny.
Po ohnutí potrubia v požadovanom uhle sa zátky z neho odstránia spálením alebo jednoduchým vyrazením. Piesok sa vyleje, potrubie sa vyčistí a umyje. Vykonajte konečnú kontrolu ohybu pomocou šablóny.
Ohýbanie za studena
Na zmenu konfigurácie rúr malých priemerov sa používajú rôzne ručné zariadenia, pre veľké priemery sa používajú mechanizované ohýbačky rúr. Doma sa najčastejšie vyžaduje ohýbanie vodovodných a plynových potrubí. oceľové rúrypoužívané pri výstavbe vodovodných a vykurovacích systémov.
Ohýbanie rúry na 90⁰ sa nazýva ohyb, 180⁰ je zvitok, s vytvorením rímsy je útek a vo forme slučky je konzola.

Existujú aj iné zariadenia na ručné ohýbanie. Na výrobu špirály na ohrev vody doma sa na kus rúry s veľkým priemerom jednoducho navinie rúrka z nehrdzavejúcej ocele s priemerom asi 20 mm. Najprv sa na veľkú rúrku privarí konzola, položí sa na podpery a upne sa.
Rúrka je tesne naplnená pieskom a uzavretá zátkami, potom vložená do držiaka a navíjanie začína. Rúrka použitá ako šablóna musí byť skrútená, takže si to bude vyžadovať úsilie najmenej dvoch ľudí. Po dokončení navíjania je cievka vyrovnaná.

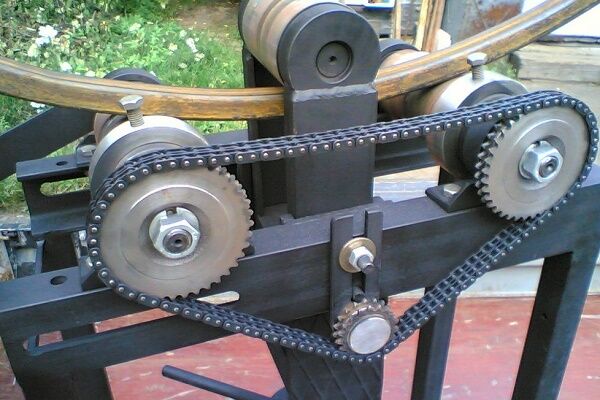
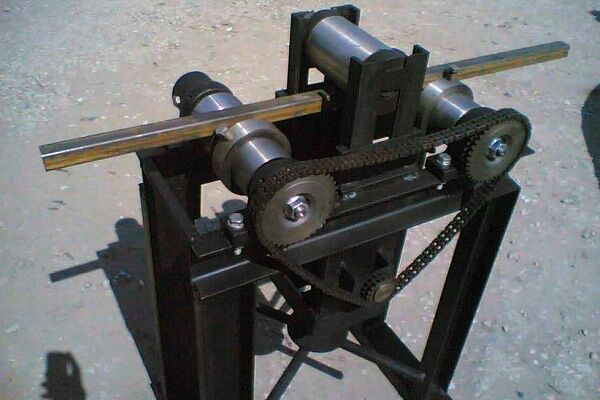
Ohýbanie rúry z nehrdzavejúcej ocele alebo iného materiálu doma je možné vykonať pomocou najjednoduchšieho zariadenia. Je vhodné ho používať pri malých objemoch prác.
Jednoduchý stroj na ohýbanie rúrok si môžete postaviť vlastnými rukami, najmä ak máte zváracie zručnosti a poznáte zvárací stroj:
Na výrobu primitívnych zariadenie na ohýbanie rúr Potrebujete betónovú dosku, kovové kolíky a príklepovú vŕtačku. Doska je rozdelená na bunky 40 x 40 alebo 50 x 50 mm. Pomocou dierovača sa v rohoch buniek vyvŕtajú otvory a do nich sa vložia kolíky.
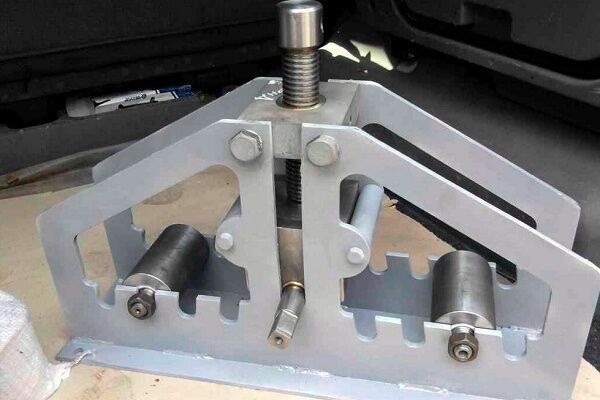
Rúrkový výrobok sa vloží medzi kolíky a použitím sily sa ohne. Presnosť tohto spôsobu ohýbania nie je ideálna, ale na domáce použitie obrobku úplne postačuje. Na ohýbanie s vyššou presnosťou môžete použiť zariadenie vyrobené na báze zdviháka.

Aby sa zabránilo deformácii vnútorného lúmenu potrubia, používajú sa prostriedky, ktoré pôsobia proti tomuto procesu zvnútra. Ako vnútorné obmedzovače sa najčastejšie používa piesok. V tomto prípade sa do jedného konca potrubia vloží zátka, cez druhý sa naleje piesok a potom sa upchá zátkou. Ďalej sa vykoná ohýbanie.
Niekedy je obmedzovač pružina špeciálne vyrobená na tento účel. Na navíjanie sa používa drôt s priemerom 1 až 4 mm. Pružina by mala voľne zapadnúť do potrubia v mieste ohybu; časť drôtu je ponechaná vonku.
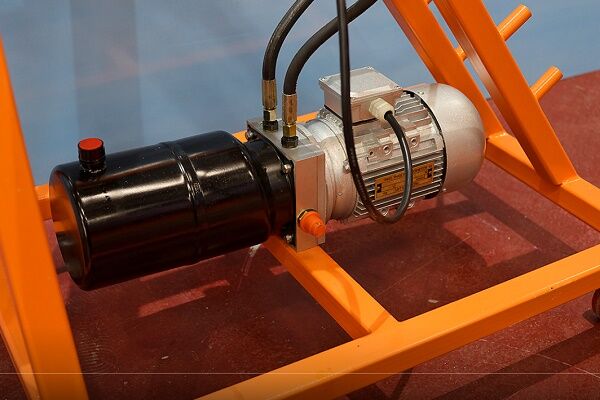
Hydraulický systém ručného náradia, prenosných a stacionárnych strojov výrazne uľahčuje proces ohýbania a urýchľuje proces deformácie rúr:
Po dokončení ohybu sa pružina odstráni potiahnutím drôtu. Pri práci s rúrkou so štvorcovým prierezom sa na vytvorenie pružiny vyberie drôt s rovnakým prierezom.
Na tento účel je vhodný aj zväzok drôtu pozostávajúci zo samostatných segmentov, ktoré sa jeden po druhom zasúvajú dovnútra až do bodu budúceho ohybu. Po dokončení operácie sa segmenty tiež odstránia jeden po druhom. Ručne ohýbate nerezovú rúrku s prierezom do 4 cm a hrúbkou steny 0,3 cm.

Na prácu s veľkými priemermi je potrebné profesionálne vybavenie. Existujú stroje na ohýbanie rúrok vybavené tŕňom. Tento konštrukčný prvok je obyčajná kovová tyč.

Pred začatím procesu ohýbania sa umiestni dovnútra, aby sa zabránilo deformácii stien rúr. Tŕne zahrnuté v súprave majú rôzne časti, takže si môžete vybrať tú, ktorú potrebujete pre konkrétny priemer rúrových produktov.
Zmena konfigurácie rúr z neželezných kovov
Neželezné kovy majú veľmi užitočnú vlastnosť - vysokú ťažnosť. Nie sú však dostatočne silné. Počas procesu ohýbania môže dôjsť v dôsledku pôsobenia tlakových a ťahových síl k zrúteniu alebo prasknutiu rúry. Aby ste tomu zabránili, musíte prísne dodržiavať technológiu.
Ako ohýbať medené a mosadzné rúry?
Na ohýbanie medených a mosadzných rúr sa používajú teplé aj studené metódy. Pri výbere prvého sa ako vnútorné plnivo volí piesok a ako druhé plnivo sa používa roztavená kolofónia. Technológia ohýbania je rovnaká ako pri oceľových rúrach.
Rúrkové výrobky z medi a mosadze sú pred ohýbaním za studena podrobené žíhaniu a následnému ochladzovaniu. Teplotný rozsah pre oba materiály je rovnaký - od 600 do 700 ⁰С. Rozdiel je v chladiacom médiu - meď je umiestnená vo vode a mosadz je chladená na vzduchu.
Po dokončení procesu sa kolofónia odstráni tavením. Aby sa zabránilo prasknutiu potrubia, proces by sa nikdy nemal začať od stredu potrubia, ale iba od koncov. Ako ohýbacie zariadenia sa používajú jednoduché nástroje aj zložité strojové zariadenia.
Ručné ohýbačky rúr pracujú vďaka fyzickej námahe človeka, zatiaľ čo hydraulické ohýbačky toto úsilie znižujú na minimum. Obidva sú vybavené vymeniteľnými tryskami, ktoré vám umožnia vybrať požadovaný priemer.

S medenými a mosadznými rúrami je oveľa jednoduchšie pracovať ako s oceľovými, ale deformácia kovu pri ohýbaní nastáva podľa rovnakých fyzikálnych zákonov. V ohybovej časti je vonkajší povrch napätý, v dôsledku čoho sa steny stenčujú.
Vo vnútri potrubia dochádza k reverzným procesom - stena sa zmršťuje a stáva sa hrubšou. Existuje riziko, že sa kruhová časť zmení na ovál a zníži sa menovitý priemer, preto by sa ohýbanie nemalo začať bez prijatia opatrení na zabránenie týmto javom.
Ohýbanie hliníkových rúr
Základné metódy ohýbanie hliníkových rúr rovnako ako mosadz alebo meď:
- tlačenie medzi valcami;
- valcovanie;
- rollback;
- tlak.
Pred rozhodnutím o tom, ako a akým spôsobom ohýbať hliníkové rúry, sa musíte s každým z nich oboznámiť. Prvý spôsob sa používa pre tenkostenné rúry s maximálnym priemerom 10 cm, kedy je potrebné získať jemný ohyb s nízkymi požiadavkami na presnosť. Minimálny polomer je tu prísne regulovaný. Jeho veľkosť je 5-6 priemerov potrubia.
Zakrivenie sekcie je určené polohou vychyľovacieho valca. Najčastejšie sa týmto spôsobom vyrábajú interiérové dekoračné prvky. Druhým spôsobom je ohýbanie rúrkového materiálu veľkého priemeru, na ktoré sa používajú 3-valcové ohýbačky rúr.Rúra je ťahaná medzi hnacími valcami, ktorých orientácia určuje polomer ohybu.

Presnosť tejto metódy je ešte nižšia ako predchádzajúca, ale dielec možno znova ohnúť a proces opakovať, kým sa nedosiahne požadovaná geometria.
Ohýbanie tenkostenných hliníkových rúr je možné vykonať ručne s náležitou prípravou:
Metóda valcovania nezabezpečuje prítomnosť vnútorného plniva, takže sa nepoužíva na získanie malých polomerov.Pri výbere tejto metódy nebude možné splniť prísne požiadavky na oválnosť profilu v ohybe.
Na deformáciu hliníkovej rúrky tlakom sa používajú lisy s namontovanými razidlami s matricou požadovaného tvaru. Daná geometria sa získa ako výsledok vplyvu tlaku vyvíjaného zvonku.
V niektorých prípadoch môže byť tlak vnútorný, keď je rúrka umiestnená vo forme a kvapalina je dodávaná dovnútra s tlakom dostatočným na jej pritlačenie k stenám.
Ohýbať duralové rúry nie je jednoduché, pretože... Tento materiál je dosť tvrdý a pružný. Na uľahčenie procesu sa vypaľujú bezprostredne pred ohýbaním pri teplote 350 až 400⁰C, potom sa počkajú, kým rúry prirodzene nevychladnú na vzduchu.
Spôsoby ohýbania rúr s veľkým priemerom
Relatívne nedávno sa objavili metódy ohýbania rúr pomocou priemyselných a vysokofrekvenčných prúdov a ohýbanie s ťahom. V prvom prípade sa používa vysokovýkonná vysokofrekvenčná inštalácia, pri ktorej sa ohrieva, ohýba a chladí rúrka s priemerom 95 - 300 mm.
Skladá sa z dvoch častí - mechanickej v podobe ohýbačky a elektrickej, ktorá obsahuje elektrickú časť a vysokofrekvenčnú inštaláciu.
Potrubie sa deformuje iba vo vyhrievanej oblasti umiestnenej v zóne induktora. Geometria sa mení na danú veľkosť pod vplyvom vychyľovacieho valčeka. Pomocou tejto metódy môžete získať ohyb s malým polomerom zakrivenia.
Ohýbanie pomocou druhého spôsobu sa vykonáva na ohýbacích a naťahovacích strojoch, ktorých súčasťou je otočný stôl. Rúra je vystavená veľkým ťahovým a ohybovým silám. Takto sa získajú strmo zakrivené ohyby s konštantnou hrúbkou steny po celom obvode.
Metóda sa používa na ohýbanie rúr veľkých priemerov používaných v leteckom, automobilovom a lodiarskom priemysle, kde sú na potrubie kladené vysoké nároky. Výhodou je možnosť ohýbania rúr so stenou 2 - 4 mm o 180⁰.
Vlastnosti ohýbania profilu
Výrobky z profilových rúr majú estetickejší vzhľad ako ich okrúhle náprotivky, a preto sa často nachádzajú v štruktúrach domácností. Pri ohýbaní naň pôsobí zvnútra tlaková sila, zvonka ťahová sila. Pred začatím tejto operácie by ste mali starostlivo vybrať metódu ohýbania.
Sortiment profilov zahŕňa rúry s prierezom v tvare štvorca, oválu alebo obdĺžnika.
Existuje niekoľko nuancií a pri vykonávaní by ste na ne nemali zabúdať flexibilné profilové rúry doma bez špeciálneho vybavenia:
- Optimálna dĺžka ohybového úseku pre vlnité rúry s tenkými stenami a prierezom do 2 cm je výška rúry vynásobená 2,5.
- Pri hrubostenných rúrach sa dĺžka ohybovej zóny určí vynásobením prierezu tromi. V opačnom prípade sa nedá vyhnúť praskaniu materiálu zvonku alebo deformácii zvnútra.
- Minimálna hodnota polomeru zakrivenia je ohybový úsek vynásobený 2,5.
Bez zohľadnenia týchto požiadaviek nemôžete ani dúfať v dobrý výsledok. Metódy ohýbania sa nelíšia od metód používaných pri práci s výrobkami s okrúhlym prierezom. Okrem toho môžete použiť metódu ručného ohýbania s priečnymi rezmi, ktoré sú vyrobené na troch stranách potrubia.
Dĺžka rezov a ich počet sú určené výpočtami. Povedzme, že existuje rúrka 40 x 90 mm. Musíte vykonať úplný obrat, t.j. ohnite pozdĺž steny 40 mm pod uhlom 180⁰ s polomerom 150 mm. Najprv vypočítajte dĺžku polkruhu na základe vonkajšieho polomeru:
L = (2π r: 2 = 2 x 3,14 x 190) : 2 = 596,6 mm
Pre vnútorný polomer sú výpočty rovnaké:
Lin. = (2 x 3,14 x 150): 2 = 471 mm.
Súčet dĺžok rezu na vnútornom polomere je určený vzorcom: Lout = L – Lin = 596,6 – 471 = 126 mm.
Tí, ktorí to chcú urobiť sami ručná ohýbačka rúrok alebo stroj na ohýbanie profilových rúr Vlastnými rukami v článkoch, ktoré ponúkame, nájdete množstvo užitočných informácií, schém a užitočných odporúčaní.
Ak vezmeme do úvahy, že brúska môže urobiť rez široký 5 mm, potom na rovine ohybu dlhej 126 mm získate 25 štrbín, po ktorých sa rúra ohýba, kým sa okraje výrezov nedotknú. Štrbiny sú zvárané a švy sú začistené.

Existuje aj iný spôsob, akým sa ohýbajú profilové a okrúhle rúry, ale dá sa použiť iba v zime. Za týmto účelom vložte zátky do koncov trubice, nalejte vodu dovnútra a počkajte, kým stuhne. Potrubie je ohnuté, pričom sa proces riadi pomocou šablóny, potom sa zátky odstránia a kvapalina sa odstráni.
Užitočné: Ako vyrobiť altánok z profilovej rúry vlastnými rukami.
Závery a užitočné video na túto tému
Video #1. Ako ohýbať potrubie pomocou improvizovaných prostriedkov, sa dozviete z tohto videa:
Video č. 2. Ako ohýbať rúrku akéhokoľvek prierezu do kruhu:
Video č. 3. Domáca ohýbačka rúr je v domácnosti nevyhnutná:
Pri vykonávaní opráv alebo stavbe domu často vzniká potreba ohýbať potrubie - okrúhle alebo profilové. Ak je objem malý, môžete to urobiť sami. Hromadné ohýbanie rúrových výrobkov je možné len so špeciálnym vybavením.
Povedzte nám o tom, ako ste ohýbali kovovú rúrku na stavbu skleníka alebo na iné účely. Zdieľajte s návštevníkmi stránok technologické nuansy, ktoré poznáte len vy. Napíšte komentáre do nižšie uvedeného bloku, uverejnite fotografie súvisiace s témou článku a pýtajte sa.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Skvelý článok :)