Spájkovanie medených rúr: krok za krokom rozbor práce a praktické príklady
Domáci remeselníci sa snažia sami vykonávať stavebné a opravárenské práce, čo im umožňuje nielen ušetriť rodinný rozpočet, ale aj úplne dôverovať vysokokvalitnému výsledku. Preto musia ovládať nové techniky a technológie, ako je spájkovanie medených rúrok.
Povieme vám, ako zostaviť a pripojiť komunikáciu z medených rúrok. Tu sa dozviete, aký spotrebný materiál a nástroje bude interpret potrebovať. Zručnosti, ktoré sú užitočné aj v každodennom živote, umožnia samostatne zostaviť potrubia s vynikajúcimi výkonnostnými charakteristikami.
Obsah článku:
Spájkovanie medi: prečo by ste sa to mali naučiť
Medené potrubia sa v praxi používajú zriedka. Dôvodom sú pomerne vysoké náklady na materiál. Medené potrubia sa však právom považujú za najlepšie.
Tento kov prekonáva všetky ostatné materiály v tepelnej odolnosti, pružnosti a trvanlivosti. Vykurovanie medených potrubí po zložení je možné zaliať do betónu, schovať do stien a pod. Počas prevádzky sa im nič nestane.

To stojí za zváženie pri výbere materiálu na vykurovanie alebo inštalatérske práce. Z hľadiska dlhodobej prevádzky sa vyššie náklady oplatí. Okrem vynikajúcich výkonových charakteristík, ktoré má meď, je jej inštalácia celkom jednoduchá. „Strašidelné príbehy“ o ťažkostiach pri spájkovaní sú najčastejšie zveličené.
Meď sa spájkuje pomerne ľahko. Jeho povrch nevyžaduje použitie agresívnych čistiacich prostriedkov. Mnohé kovy s nízkou teplotou topenia majú k nemu vysokú priľnavosť, čo zjednodušuje výber spájky.
Nie sú potrebné drahé medené tavidlá, pretože pri roztavení kovu nedochádza k prudkým reakciám s kyslíkom. Počas procesu spájkovania sa rúrka nedeformuje, jej tvar a rozmery zostávajú nezmenené. Výsledný šev je možné v prípade potreby rozspájkovať.
Spôsoby spájkovania medených častí
Spájkovanie sa považuje za najlepší spôsob spájania medených častí. Počas prevádzky roztavená spájka vyplní malú medzeru medzi prvkami a vytvorí spoľahlivé spojenie.
Existujú dva najbežnejšie spôsoby získavania takýchto zlúčenín. Ide o vysokoteplotné a nízkoteplotné kapilárne spájkovanie. Poďme zistiť, ako sa navzájom líšia.
Vlastnosti vysokoteplotných pripojení
V tomto prípade proces spájania medených prvkov prebieha pri teplotách presahujúcich +450 stupňov. Ako spájka sa vyberajú kompozície na báze pomerne žiaruvzdorných kovov: striebro alebo meď.
Poskytujú odolný šev, ktorý je odolný voči mechanickému poškodeniu a vysokým teplotám. Takéto spojenie sa nazýva pevné.

Zvláštnosťou takzvaného tvrdého spájkovania je žíhanie kovu, ktoré vedie k jeho zmäkčeniu. Preto, aby bola strata pevnostných charakteristík medi minimálna, mal by sa hotový zvar ochladzovať len prirodzene, bez použitia umelého fúkania alebo ponorenia dielu do studenej vody.
Pevné spojenie sa používa pre rúry s priemerom 12 až 159 mm. Na pripojenie plynových potrubí sa používa spájkovanie pri vysokej teplote.
V inštalatérstve sa používa v procese montáže vodovodných potrubí na monolitické spájanie častí, ktorých priemer presahuje 28 mm. Okrem toho sa toto spojenie používa v prípadoch, keď teplota kvapaliny cirkulujúcej v potrubiach môže prekročiť +120 stupňov.
Vysokoteplotné spájkovanie sa používa aj na montáž vykurovacích systémov. Jeho výhodou je možnosť usporiadania odbočky z predtým inštalovaného systému bez jeho predchádzajúcej demontáže.
Nízkoteplotné spájkovanie dielov
Mäkké alebo nízkoteplotné spájkovanie je spájanie medených častí, pri ktorom sa používajú teploty pod +450C. V tomto prípade sa ako spájka vyberú mäkké kovy s nízkou teplotou topenia, ako je cín alebo olovo.
Šírka švu vytvoreného takýmto spájkovaním sa môže meniť od 7 do 50 mm. Výsledná zlúčenina sa nazýva mäkká. Je menej odolný ako tvrdý, ale má množstvo významných výhod.

Hlavným rozdielom je, že počas procesu spájkovania kov nie je žíhaný. Jeho sila teda zostáva rovnaká.
Navyše teplota pri nízkoteplotnom spájkovaní nie je taká vysoká ako pri vysokoteplotnom spájkovaní. Preto sa považuje za bezpečnejší. Takzvané mäkké spojenia sa používajú na montáž rúrok s malým priemerom: od 6 do 108 mm.
Nízkoteplotné pripojenia vo vodovodnom potrubí medené rúrky sa používajú na inštaláciu vodovodných a vykurovacích sietí, ale pod podmienkou, že teplota kvapaliny, ktorá v nich cirkuluje, je nižšia ako +130 stupňov. Pri plynovodoch je používanie prípojok tohto typu prísne zakázané.
Čo bude potrebné v procese?
Na vytvorenie vysokokvalitných spojení budete potrebovať špeciálne materiály a nástroje. Po prvé, na ošetrenie predčisteného povrchu dielov budete potrebovať tavidlo. Odstraňuje oxidy zo základne, zlepšuje tok roztavenej spájky a znižuje povrchové napätie.
Okrem toho budete potrebovať aj spájka na prácu s meďou. Pre vysokoteplotné zváranie sa volí materiál, ktorý neobsahuje olovo. Obal musí obsahovať slová „bez obsahu olova“ alebo „bez obsahu olova“.
Na spájkovanie pri nízkej teplote sa vyberá spájka s nízkou teplotou topenia, ktorá môže obsahovať cín, meď, bizmut a striebro. Nízkoteplotná spájka je k dispozícii vo forme 3 mm drôtu.

Na prácu budete potrebovať nástroje. Po prvé, rezačka rúr. S jeho pomocou môžete rezať diely na požadovanú veľkosť.Je dôležité vybrať si kvalitný nástroj, aby sa mäkký materiál, ktorým je meď, nekrčil.
Na odstránenie otrepov budete potrebovať aj odstraňovač skosenia. V opačnom prípade nebude možné vložiť jednu časť do druhej. Na čistenie vnútorného povrchu rúrok sa používa aj kefa alebo kefa.

Na ohrev medených prvkov sa používajú rôzne nástroje. Najčastejšie sa rozhodnú pre nízkoteplotné spájkovanie plynový horáks úzko nasmerovaným plameňom.
Plynové zariadenie v tomto prípade funguje z tlakovej fľaše so zmesou propánu a butánu alebo s čistým butánom. Jedna takáto náplň vystačí na 3-4 stovky spojov.
Zariadenie pracuje efektívne, pri ohreve horákom sa potrubie zahreje za pár sekúnd. Vysokoteplotné spájkovanie sa vykonáva pomocou plynných zmesí propán-kyslík alebo acetylén-vzduch.
Okrem toho je možné spájkovanie vykonávať pomocou špeciálnej elektrickej spájkovačky určenej na prácu s medenými časťami. Zariadenie môže pracovať s tvrdou aj mäkkou spájkou. Spájkovačka sa pripája k sieti a používa sa tam, kde nie je možné pracovať s otvoreným plameňom. Prístroj je vybavený upínacími kliešťami a odnímateľnými elektródami.
Okrem týchto nástrojov budete na inštaláciu potrubia potrebovať značku alebo ceruzku, meter, kladivo a úroveň budovy.
Technológia spájkovania medených výrobkov
Po príprave nástrojov a materiálov môžete začať proces spájkovania. Všetky operácie vykonávame v nasledujúcom poradí:
Odrežte časť na požadovanú dĺžku
Na rezanie medených rúrok možno použiť rôzne nástroje. Najčastejšie používaným nástrojom je ručná rezačka rúr. Aby ste zabezpečili rovnomerný rez, držte rúru iba kolmo na nástroj.
Diel upneme medzi valček a čepeľ a otáčame okolo neho frézu rúr. Po každom otočení nezabudnite dotiahnuť nastavovaciu skrutku asi o tretinu otáčky. Pri použití rezačky rúr bude rez hladký a otrepy sa objavia iba vo vnútri rúry.

Zároveň sa však priemer výrobku mierne zníži, čo je nežiaduce. Deformácii dielu sa môžete vyhnúť rezaním pílkou. Ale v tomto prípade bude veľa otrepov, ktoré bude potrebné odstrániť, a na zníženie skosenia rezu budete musieť použiť šablónu.
Zmačkanie alebo ovalizácia rezu potrubia povedie k nepríjemným následkom, pretože určite zmení veľkosť inštalačnej medzery. Jeho hodnota by mala byť v rozmedzí 0,02-0,4 mm. Ak je medzera menšia, pájka sa do nej nedostane. Zväčšením medzery sa kapilárny efekt neprejaví.
Výsledkom rezania by mala byť časť s prísne valcovým koncom s minimálnym uhlom rezu. Dbajte na to, aby ste z dielu odstránili všetky otrepy, jeho vnútorný povrch očistite kefkou a odmastite. Rovnakým spôsobom odrežeme druhý kus potrubia. Vezmeme expandér rúr a pomocou kladiva zväčšíme priemer druhej rúry.

Skontrolujeme, ako diely do seba zapadajú, skontrolujeme rozmery výslednej montážnej medzery. Musí presne zodpovedať norme. Druhú časť očistíme a odmastíme.Operáciu vykonávame po celom priereze potrubia, pričom nezabúdame, že dĺžka spojenia sa musí rovnať priemeru dielu.
Naneste tavidlo na povrch potrubia
Podľa pravidiel technológie spájkovanie medených rúrok, na diely sa musí naniesť vrstva taviva. Vezmeme kompozíciu a opatrne ju nanášame štetcom na vonkajší povrch potrubia, ktorý sa bude nachádzať vo vnútri spoja.
Operáciu vykonávame veľmi opatrne. Snažíme sa zhromaždiť minimálne množstvo roztoku a úplne ho rozložiť na diel. Na povrchu by nemalo zostať žiadne prebytočné tavidlo.
Spájanie dielov pred spájkovaním
Akonáhle sa tavidlo aplikuje na časti, je potrebné ich spojiť. Musí sa to urobiť dostatočne rýchlo, aby sa na mokrý povrch nedostali žiadne čiastočky nečistôt. Ak pracujeme s armatúrou alebo zásuvkou, vykonáme kompletné spojenie prvkov.
Ak to chcete urobiť, otočte ich úplne. Počas procesu otáčania diely nielen „padnú“ na svoje miesto, ale tok sa tiež rozdeľuje po inštalačnej medzere čo najrovnomernejšie.

Je zakázané ponechať tavivo na časti, pretože ide o agresívne chemické zloženie.
Spájkovanie kohútika s armatúrou založenou na kompresnom krúžku sa vykonáva v nasledujúcom poradí:
Tvorba spojov pri nízkoteplotnom spájkovaní
Pri vytváraní mäkkého spojenia je povinné používať spájku s nízkou teplotou topenia a nízkoteplotné tavidlo. Na vykurovanie si môžete vziať štandardný alebo malý plynový horák, ktorý je nabitý zmesou propánu a vzduchu alebo propánu s butánom a vzduchom. Môžete si tiež vziať špeciálnu elektrickú spájkovačku.
Vezmeme horák, zapneme ho a plameň nasmerujeme na spoj rúrok. Kontaktná plocha umiestnená medzi plameňom a dielom sa musí neustále posúvať. Je to potrebné, aby sa zabezpečilo rovnomerné zahrievanie prvkov. Vezmeme spájku a z času na čas sa ňou dotkneme montážnej medzery. Pri dostatočnom zahriatí sa spájka začne topiť.

Hneď ako sa to stane, posuňte horák nabok, aby spájka mohla úplne vyplniť kapilárnu medzeru. Ak sa spájka ešte nezačala topiť, pokračujte v zahrievaní. Znakom nízkoteplotného spájkovania je, že spájka nie je špeciálne zahrievaná. Mal by sa roztaviť z tepla vyhrievaných prvkov spojenia.
Keď spájka úplne vyplní kapilárnu medzeru, musí sa nechať vychladnúť, najlepšie v prirodzených podmienkach. Je potrebné mať na pamäti, že výsledné mäkké spojenie má nízku pevnosť, takže je zakázané dotýkať sa ho za tepla.
Ďalší dôležitý bod. Počas procesu spájkovania je mimoriadne dôležité, aby sa meď neprehriala. V opačnom prípade sa tavidlo aplikované na kov zničí, a preto nebude schopné rozpustiť a odstrániť oxidy, čo bude mať výrazne negatívny vplyv na kvalitu spojenia.
Preto je vhodné použiť tavidlo s práškom na spájkovanie. Keď je teplota dielu dostatočná na zahriatie spájky, prášok sa roztopí a kvapôčky taveniny budú viditeľné vo vnútri taviva.
Ak je použitie plameňa z nejakého dôvodu neprijateľné, používajú sa spájkovacie stroje poháňané elektrickou energiou. Takéto zariadenie je súprava napájacieho zdroja, elektrických klieští a spájkovačky.
Postup zahrievania a následného vytvorenia spojenia s spájkovačkou sa nelíši od postupu opísaného vyššie. Jediné upozornenie: úplné zahriatie dielov môže trvať kratšie ako pri zahrievaní pomocou horáka.
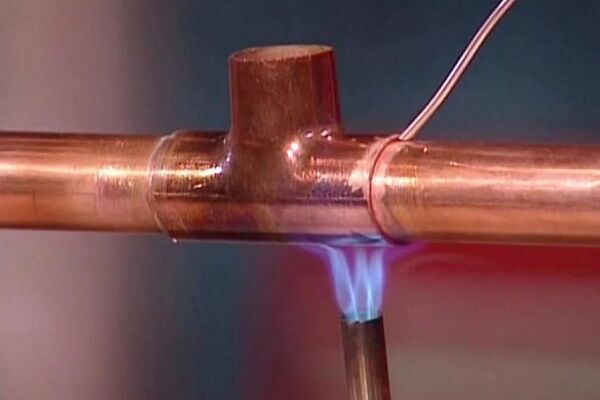
Tvorba švov pri vysokoteplotnom spájkovaní
V procese takéhoto spájkovania sa na ohrev dielov používa aj plynový horák. Je poháňaný zmesou propánu a kyslíka alebo acetylénu a vzduchu. Je možné použiť zmes acetylén-kyslík.
Odborníci odporúčajú ohrievať časti rovnomerne a rýchlo. To znamená, že proces zahrievania by mal byť krátky. Plyn horiaci v zariadení by mal produkovať jasne modrý plameň nízkej intenzity.

Plynule posúvame horák pozdĺž budúceho pripojenia, aby bol ohrev čo najrovnomernejší. Keď sa meď zahreje na približne 750 °C, zmení sa na tmavú čerešňovú farbu. V tomto bode naneste spájku.
Aby sa lepšie zohriala, môžete si ju trochu prihriať horákom. Zároveň však musíme pamätať na to, že spájka by sa mala roztaviť z vyhrievaných častí spojenia a nie z horáka. V ideálnom prípade je potrebné zabezpečiť spojenie s minimálnym ohrevom, pri ktorom sa spájka okamžite roztaví a prvýkrát vyplní montážnu medzeru.
Možno to nepôjde hneď, no s naberaním skúseností sa výsledok zlepší. Po úplnom vyplnení medzery spájkou nechajte spojenie vychladnúť. V tejto chvíli sa neodporúča dotýkať sa ho. Vychladnutý šev dôkladne utrite, aby ste odstránili zvyšné tavidlo.
Podrobná analýza technológie spájkovania medených potrubí pomocou plynového horáka uvedené v článku, s obsahom ktorého vám odporúčame oboznámiť sa.
Bezpečnostné opatrenia pri spájkovaní medených rúrok
Začínajúci majstri sa zaujímajú o to, ako správne spájkovať medené rúry, ale zároveň zabúdajú na bezpečnosť. To sa nedá. Musíte pochopiť, že meď má vysokú tepelnú vodivosť, takže časti nemôžete držať v rukách bez nejakej ochrany.
Neopatrnosť a neopatrnosť v zostava medeného potrubia môže spôsobiť tepelné popálenie. S malými prvkami do dĺžky 0,3 m sa manipuluje iba v ochranných rukaviciach alebo sa držia kliešťami.
Opatrnosť je potrebná aj pri práci s tavivom. Ide o mimoriadne agresívne zloženie. Ak sa vám počas spájkovania dostane na pokožku, mali by ste okamžite zastaviť prácu a zmyť tavidlo z pokožky veľkým množstvom mydlovej vody.V opačnom prípade sa na koži môžu objaviť nielen tepelné, ale aj chemické popáleniny.

Oblečenie do práce je tiež potrebné zvoliť správne. Syntetické tkaniny nie sú absolútne vhodné. Umelé vlákno je veľmi citlivé na vysoké teploty. Ľahko sa topí a vznieti, takže pre prácu je najlepšie zvoliť hrubé oblečenie vyrobené z prírodnej bavlny.
Ďalší dôležitý bod. Keď sa časti zahrejú, tavidlo začne horieť. Jeho výpary sú pre človeka nebezpečné. Z tohto dôvodu musí byť miestnosť, v ktorej sa vykonáva spájkovanie medených rúrok, dobre vetraná.
Skúsení remeselníci radia tým, ktorí sa prvýkrát pustili do spájkovania, aby si najprv precvičili zvyšky rúr. Prax ukazuje, že po troch alebo štyroch nezávisle dokončených pripojeniach už môžete začať inštalovať potrubie. V tomto prípade je vhodné zostaviť systém na podlahu a až potom začať spájkovať.
Hotové potrubie sa musí dôkladne opláchnuť čistou horúcou vodou, aby sa z vnútra dielov odstránila spájka a tavidlo.
Základné chyby pri spájkovaní
Proces spájkovania medených rúr je pomerne jednoduchý, vyžaduje si však určité skúsenosti. Začiatočníci často robia chyby vo svojej práci.
Zoberme si tie hlavné:
- Prítomnosť defektov na povrchu spájaných častí. Takéto chyby sa môžu objaviť počas procesu rezania potrubia. Ak sa spájkovanie vykonáva cez defekt, šev bude slabý.
- Kontaminácia v oblasti, kde sú prvky spojené. Po rezaní a čistení musia byť diely odmastené.
- Nedostatočná šírka inštalačnej medzery.Podľa pravidiel by pre diely s prierezom od 6 do 108 mm mali byť rozmery medzery od 7 do 50 mm.
- Nedostatočné zahrievanie dielov. V tomto prípade sa spájka nebude môcť správne spojiť so substrátom. Takýto šev sa ľahko pretrhne aj pri malom zaťažení.
- Flux nepokrýva celý povrch potrubia. Oxidy zostávajú na povrchu dielu, čo negatívne ovplyvňuje kvalitu švu.
- Prehrievanie oblasti pripojenia. Vedie k spaľovaniu taviva a tvorbe oxidu a vodného kameňa. V dôsledku toho sa kvalita spojenia prudko zhoršuje.
- Kontrola horúceho spojenia. Pred kontrolou kvality švu sa musíte uistiť, že potrubie vychladlo. V opačnom prípade sa spojenie nevyhnutne deformuje a stráca pevnosť.
- Ignorovanie bezpečnostných pravidiel. Spájkovanie sa vykonáva pri vysokých teplotách a s použitím agresívnych chemikálií. Vyžaduje sa ochranný odev, maska a rukavice.
Pre začínajúceho majstra môže byť ťažké nezávisle určiť stupeň ohrevu častí, potom stojí za to pozvať profesionála a vykonať prvé spojenia pod jeho vedením.
Predstaví vám spôsoby stavby vykurovacích okruhov z medených rúrok. ďalší článok, s ktorým vám odporúčame sa oboznámiť.
Závery a užitočné video na túto tému
Viac zaujímavých informácií o spájkovaní medených rúrok sa dozviete z nasledujúcich videí.
Video #1. Vlastnosti vysokoteplotného spájkovania medi:
Video č. 2. Ako správne spájkovať medené tvarovky:
Video č. 3. Aké druhy tavív existujú na spájkovanie?
Svojpomocné spájkovanie medených rúr je užitočná zručnosť, ktorá sa domácemu kutilovi určite bude hodiť. Medené potrubia slúžia veľmi dlho a bez problémov.Vzhľadom na pomerne vysoké náklady na takéto diely môžete veľa ušetriť na vlastnej montáži a získať vysokokvalitné potrubie za veľmi rozumnú cenu.
Máte osobné skúsenosti so spájaním medených rúr spájkovaním? Možno máte vedomosti o nuansách vykonávania práce? Do nižšie uvedeného bloku píšte komentáre, pýtajte sa, zdieľajte svoj názor a fotografie k téme článku.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Veľmi zriedka sa stretávam s medenými rúrami, skutočne ich používa len veľmi málo ľudí, ktorí uprednostňujú lacnejšie a užitočnejšie plasty. Ale videl som také potrubia v domoch, ktoré tvrdia, že majú status „elity“. Dokonale sa tam hodia do interiéru. A tiež som ich musel spájkovať. Z vlastnej skúsenosti môžem povedať, že robiť túto prácu je jednoduché a zároveň existujú nuansy.
Meď je citlivý kov a sama o sebe vám nespôsobí problémy. Ak však urobíte chyby, po určitom čase miesto vášho spájkovania unikne. Každému, kto náhle čelí potrebe spájkovať medenú rúrku, najskôr poviem - nebuďte leniví a nestrácajte čas prípravnými prácami! Dobrý začiatok je polovica úspechu.
Ak ho zle odmastíte, vytečie. Ak to vyčistíte zle, je to to isté. Po druhé: mierne, ale dostatočné množstvo toku. Ak to budete ľutovať, vytečie. Prežeňte to a skončíte s nepekným kĺbom. Po tretie: správne teplotné podmienky. Prehrievanie a podhrievanie je rovnako zlé. Vo všeobecnosti, ak idete spájkovať prvýkrát, potom je najlepšie niekde nájsť kúsok medenej rúrky a cvičiť, ako v návrhu. Zároveň identifikujte svoje možné chyby.